
A realidade da moldagem pou injeção de baixo volume: preenchendo a lacuna
Na indústria, muitas vezes batemos num muro. Você superou as tolerâncias instáveis da impressão 3D, mas não está pronto para gastar US$ 50 mil em um molde de aço endurecido que leva três meses para ser construído. É aqui que Moldagem por injeção de baixo volume (LVIM) É o “ponto ideal” para equipes de hardware que precisam de peças reais, materiais reais e velocidade real – sem a dívida de nível empresarial.
Do que estamos realmente falando?
Pense no LVIM como o primo ágil da produção em massa. Embora a moldagem tradicional seja obcecada por “milhões de ciclos”, o LVIM foi projetado para 100 a 10.000 unidades alcance.
A verdadeira magia acontece na oficina de ferramentas. Em vez de passar semanas cansativas usinando aço endurecido, usamos materiais de alta qualidade alumínio ou ligas de aço pré-endurecidas. Por que? Porque o alumínio aquece mais rápido e corta como manteiga. Isso muda a conversa de “Quantos meses?” para “Quantos dias até o envio?”
Por que se preocupar com LVIM?
Honestamente, a maior vitória não é apenas o preço mais baixo – é a paz de espírito.
- Teste de mercado sem risco: Imagine lançar um produto, perceber que os botões parecem “moles” e ter que descartar uma ferramenta de US$ 60 mil. Com moldagem de baixo volume, você pode girar. Se o mercado quiser uma textura diferente ou um leve ajuste na empunhadura, sua carteira não vai gritar quando você atualizar a inserção de alumínio.
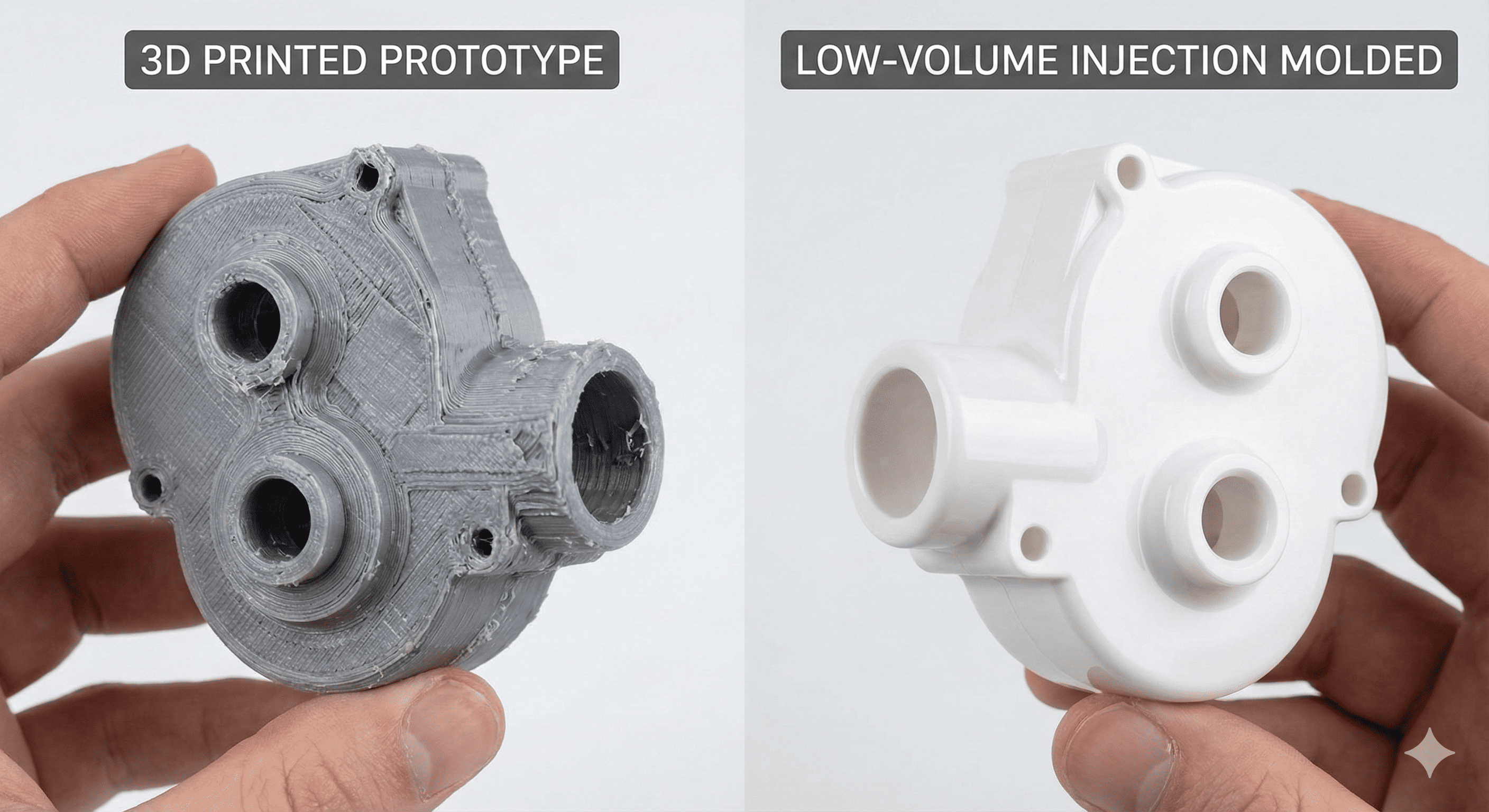
- A vantagem do “material real”: Sejamos honestos, as impressões 3D parecem impressões 3D. Eles são ótimos para verificações visuais, mas não se comportam como o produto final. LVIM usa o exato termoplásticos de nível de produção (como ABS, PC ou Náilon) seus clientes irão realmente aguentar. Você obtém os encaixes rápidos, a resistência ao calor e o acabamento superficial de um produto de varejo desde o primeiro dia.
- Ferramentas de ponte: Enquanto seu enorme molde de aço com “multicavidades” está sendo esculpido em uma fábrica em algum lugar, sua ferramenta de “ponte” de alumínio já está bombeando peças. Você está no mercado, gerando receita e coletando feedback enquanto seus concorrentes ainda analisam arquivos CAD.
A compensação
No entanto, nem tudo é luz do sol e prazos de entrega rápidos. As ferramentas de alumínio são mais macias. Eles não durarão um milhão de fotos e talvez você precise sacrificar algumas das linhas de resfriamento internas mais complexas. Mas para uma startup ou uma equipe de P&D? Essa é uma troca que a maioria de nós faria num piscar de olhos.
Trata-se de ser “bom o suficiente” para ser “ótimo” aos olhos de seus clientes, o mais rápido possível.
Quando puxar o gatilho: escolhendo o momento certo para moldagem de baixo volume
É fácil se deixar levar pela mentalidade de “vamos apenas imprimir em 3D”, mas chega um ponto em que isso deixa de fazer sentido – tanto para o seu orçamento quanto para a sua sanidade. LVIM não é apenas um meio-termo; é um movimento estratégico. Então, quando você realmente deve usá-lo?
1. O Exame Final de Prototipagem
Pense nisso como a fase “Beta”. Você fez suas impressões FDM ou SLA e o formato parece correto. Mas o clipe vai quebrar? O calor dos componentes eletrônicos internos deformará a caixa? Ao usar moldagem de baixo volume para seus protótipos finais, você está testando o física real da parte. Você consegue ver como o plástico flui para os cantos e como ele encolhe – dados do mundo real que você simplesmente não consegue obter em uma impressora.
2. Construindo a “Ponte”
Este é sem dúvida o caso de uso mais comum. Suponha que seu produto seja um sucesso e você tenha encomendado um molde de aço de alta capacidade. Essa ferramenta pode levar de 12 a 16 semanas para chegar. Você pode esperar quatro meses para começar a vender? Provavelmente não. Uma “Ferramenta Bridge” (um molde de alumínio) ajuda você nos primeiros meses. Ele mantém sua linha de montagem em movimento enquanto o ferro resistente ainda está sendo forjado.
3. Produção piloto e pequenos nichos
Às vezes, “volume baixo” é na verdade o “volume total”. Se você estiver construindo dispositivos médicos, kits de painel automotivo de última geração ou componentes especializados para drones, talvez precise de apenas 2.000 unidades por ano. Nesses casos, gastar US$ 80.000 em uma ferramenta multicavidades é apenas um mau negócio. O LVIM se torna sua solução de produção permanente, mantendo suas despesas gerais baixas e suas margens saudáveis.
O manual de materiais: o que você pode realmente moldar?
As pessoas costumam perguntar: “Posso usar o mesmo plástico que os grandes?” Absolutamente. Na verdade, esse é o ponto principal.
Os pesos pesados: termoplásticos
A maior parte do que tocamos – desde a escova de dentes até o acabamento do carro – é feita de termoplásticos. Estas são as estrelas do show porque podem ser derretidas, injetadas e resfriadas repetidamente.
- ABS: O burro de carga confiável. Resistente, resistente a impactos e com acabamento lindo.
- Policarbonato (PC): Quando você precisa que seja claro ou incrivelmente forte.
- Náilon (PA): A escolha de engenharia para engrenagens e peças móveis que precisam resistir ao desgaste.
Os especialistas: termofixos
Esta é uma raça diferente. Depois de endurecidos, estão prontos - como fazer um bolo, você não pode derretê-lo novamente e transformá-lo em massa. Eles são fantásticos para ambientes de alto calor ou isolamento elétrico onde você absolutamente não pode derreter a peça sob pressão.
Escolhendo seu lutador
Escolher um material não envolve apenas resistência; é sobre o “psiquiatra”. Diferentes plásticos se comportam de maneira diferente quando atingem as paredes frias de um molde. Se você trocar materiais no meio de um projeto, suas peças poderão não se encaixar mais. É sempre melhor escolher o material com intenção de produção durante a fase de baixo volume para evitar surpresas desagradáveis mais tarde.
Quando puxar o gatilho: escolhendo o momento certo para moldagem de baixo volume
É fácil se deixar levar pela mentalidade de “vamos apenas imprimir em 3D”, mas chega um ponto em que isso deixa de fazer sentido – tanto para o seu orçamento quanto para a sua sanidade. LVIM não é apenas um meio-termo; é um movimento estratégico. Então, quando você realmente deve usá-lo?
1. O Exame Final de Prototipagem
Pense nisso como a fase “Beta”. Você fez suas impressões FDM ou SLA e o formato parece correto. Mas o clipe vai quebrar? O calor dos componentes eletrônicos internos deformará a caixa? Ao usar moldagem de baixo volume para seus protótipos finais, você está testando o física real da parte. Você consegue ver como o plástico flui para os cantos e como ele encolhe – dados do mundo real que você simplesmente não consegue obter em uma impressora.
2. Construindo a “Ponte”
Este é sem dúvida o caso de uso mais comum. Suponha que seu produto seja um sucesso e você tenha encomendado um molde de aço de alta capacidade. Essa ferramenta pode levar de 12 a 16 semanas para chegar. Você pode esperar quatro meses para começar a vender? Provavelmente não. Uma “Ferramenta Bridge” (um molde de alumínio) ajuda você nos primeiros meses. Ele mantém sua linha de montagem em movimento enquanto o ferro resistente ainda está sendo forjado.
3. Produção piloto e pequenos nichos
Às vezes, “volume baixo” é na verdade o “volume total”. Se você estiver construindo dispositivos médicos, kits de painel automotivo de última geração ou componentes especializados para drones, talvez precise de apenas 2.000 unidades por ano. Nesses casos, gastar US$ 80.000 em uma ferramenta multicavidades é apenas um mau negócio. O LVIM se torna sua solução de produção permanente, mantendo suas despesas gerais baixas e suas margens saudáveis.
O manual de materiais: o que você pode realmente moldar?
As pessoas costumam perguntar: “Posso usar o mesmo plástico que os grandes?” Absolutamente. Na verdade, esse é o ponto principal.
Os pesos pesados: termoplásticos
A maior parte do que tocamos – desde a escova de dentes até o acabamento do carro – é feita de termoplásticos. Estas são as estrelas do show porque podem ser derretidas, injetadas e resfriadas repetidamente.
- ABS: O burro de carga confiável. Resistente, resistente a impactos e com acabamento lindo.
- Policarbonato (PC): Quando você precisa que seja claro ou incrivelmente forte.
- Náilon (PA): A escolha de engenharia para engrenagens e peças móveis que precisam resistir ao desgaste.
Os especialistas: termofixos
Esta é uma raça diferente. Depois de endurecidos, estão prontos - como fazer um bolo, você não pode derretê-lo novamente e transformá-lo em massa. Eles são fantásticos para ambientes de alto calor ou isolamento elétrico onde você absolutamente não pode derreter a peça sob pressão.
Escolhendo seu lutador
Escolher um material não envolve apenas resistência; é sobre o “psiquiatra”. Diferentes plásticos se comportam de maneira diferente quando atingem as paredes frias de um molde. Se você trocar materiais no meio de um projeto, suas peças poderão não se encaixar mais. É sempre melhor escolher o material com intenção de produção durante a fase de baixo volume para evitar surpresas desagradáveis mais tarde.
Decifrando o código: o processo e a etiqueta de preço
Como podemos realmente passar de um arquivo digital para uma caixa de peças em duas semanas? Não é mágica, mas requer um pouco de “cortar a gordura” da fabricação tradicional.
Do CAD à Cavidade: O Processo LVIM
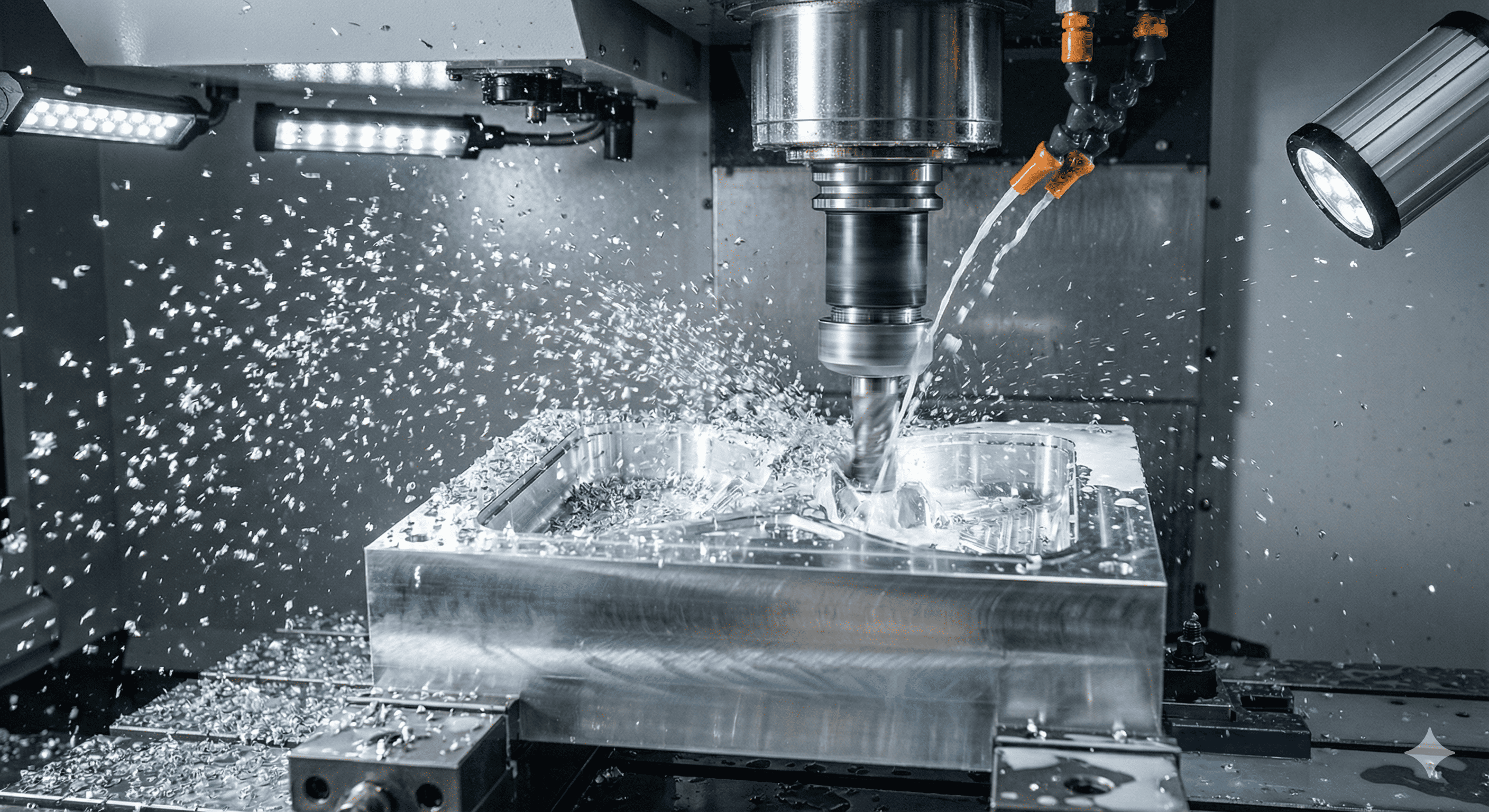
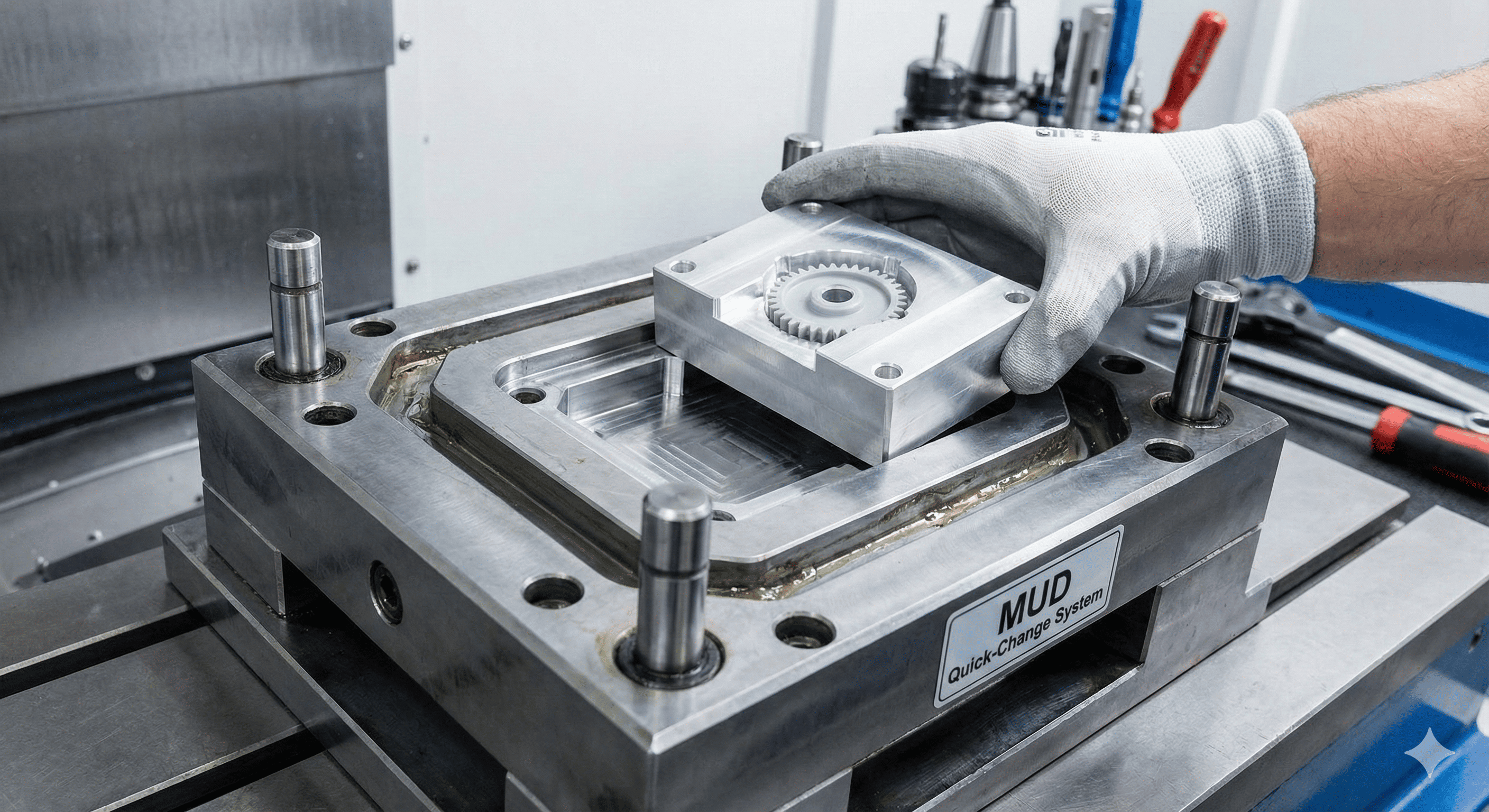
O trabalho pesado acontece durante Projeto de molde . Na produção de alto volume, você se preocupa com cada microssegundo do tempo do ciclo e, por isso, constrói “camisas de água” complexas para resfriamento. Na moldagem de baixo volume, simplificamos. Nós usamos Matriz da Unidade Mestre (MUD) bases – molduras padronizadas que contêm inserções personalizadas. Isso significa que só precisamos cortar a “cavidade” (o formato da peça) e não todo o enorme bloco de metal.
Depois que o molde é usinado – geralmente via CNC de alta velocidade – ele é fixado na prensa. O próprio ciclo de injeção é uma dança de pressão e temperatura. A resina derretida é colocada na ferramenta, mantida sob imensa pressão para evitar “marcas de afundamento” e depois saltada. Como usamos alumínio, a ferramenta libera calor rapidamente, o que é um ótimo bônus para manter as coisas em movimento.
Controle de qualidade: não é “barato”, apenas “rápido”
Um equívoco comum é que “baixo volume” significa “baixa qualidade”. Na realidade, as peças são muitas vezes melhor porque as tiragens de produção são mais curtas. Um operador pode ficar de olho em 500 peças muito mais de perto do que em 500.000. Ainda estamos verificando as tolerâncias com CMMs (Máquinas de Medição por Coordenadas) e garantindo que a cor corresponda às especificações da sua marca.
A grande questão: quanto isso vai custar?
Vamos falar de números – ou pelo menos, o que os motiva. Na moldagem por injeção, você está sempre lutando contra Custo de configuração inicial .
1. A conta de ferramentas: Este é o seu maior obstáculo. Para o LVIM, você está olhando para uma faixa – talvez US$ 2.000 para um equipamento simples e até US$ 15.000 para um gabinete complexo com “ações laterais” (peças móveis no molde). Compare isso com US$ 50.000 por uma ferramenta de produção de aço.
2. Preço da peça: Aqui está o problema. Seu custo “por peça” será maior do que em grande escala. Por que? Porque você está distribuindo o tempo de configuração e calibração da máquina em 500 unidades em vez de um milhão.
3. Geometria é importante: Quer uma parede de “zero grau”? Ou um buraco profundo e estreito? Isso adiciona custo. Se você pode projetar com generosidade ângulos de inclinação (lados cônicos), a peça sai mais fácil, o molde dura mais e o preço cai.
Como economizar alguns mil dólares
Se você quiser manter a fatura enxuta, pense em Acabamento de superfície . Um acabamento espelhado de alto brilho “Classe A” requer polimento manual por um ser humano durante horas. Se você conseguir conviver com um acabamento texturizado “Protomold” ou um acabamento de máquina padrão, você economizará uma quantidade significativa de trocos e alguns dias de prazo de entrega.
A rivalidade: moldagem de baixo volume versus o campo
Escolher um método de fabricação não deve parecer um jogo de adivinhação. Normalmente, tudo se resume a um ponto de “ponto de equilíbrio”. Quando é que a velocidade de uma impressora 3D deixa de ser uma vantagem? Quando o custo de um bloco usinado em CNC se torna um exagero?
Aqui está a “folha de dicas” que a maioria dos engenheiros usa para decidir:
| Recurso | Impressão 3D (SLA/SLS) | Usinagem CNC | Moldagem por injeção de baixo volume |
|---|---|---|---|
| Melhor Quantidade | 1 – 10 partes | 1 – 50 peças | 100 – 10.000 peças |
| Prazo de entrega | 2 – 5 dias | 1 – 2 semanas | 2 – 4 semanas |
| Escolha de materiais | Limitado (resinas/filamentos) | Qualquer metal ou plástico | Ilimitado (Resinas de Produção) |
| Acabamento de superfície | Camadas visíveis (ásperas) | Marcas de ferramentas (suave) | Pronto para varejo (Polido/Texturizado) |
| Custo Unitário | Fixo (Alto) | Alto | Diminui com o volume |
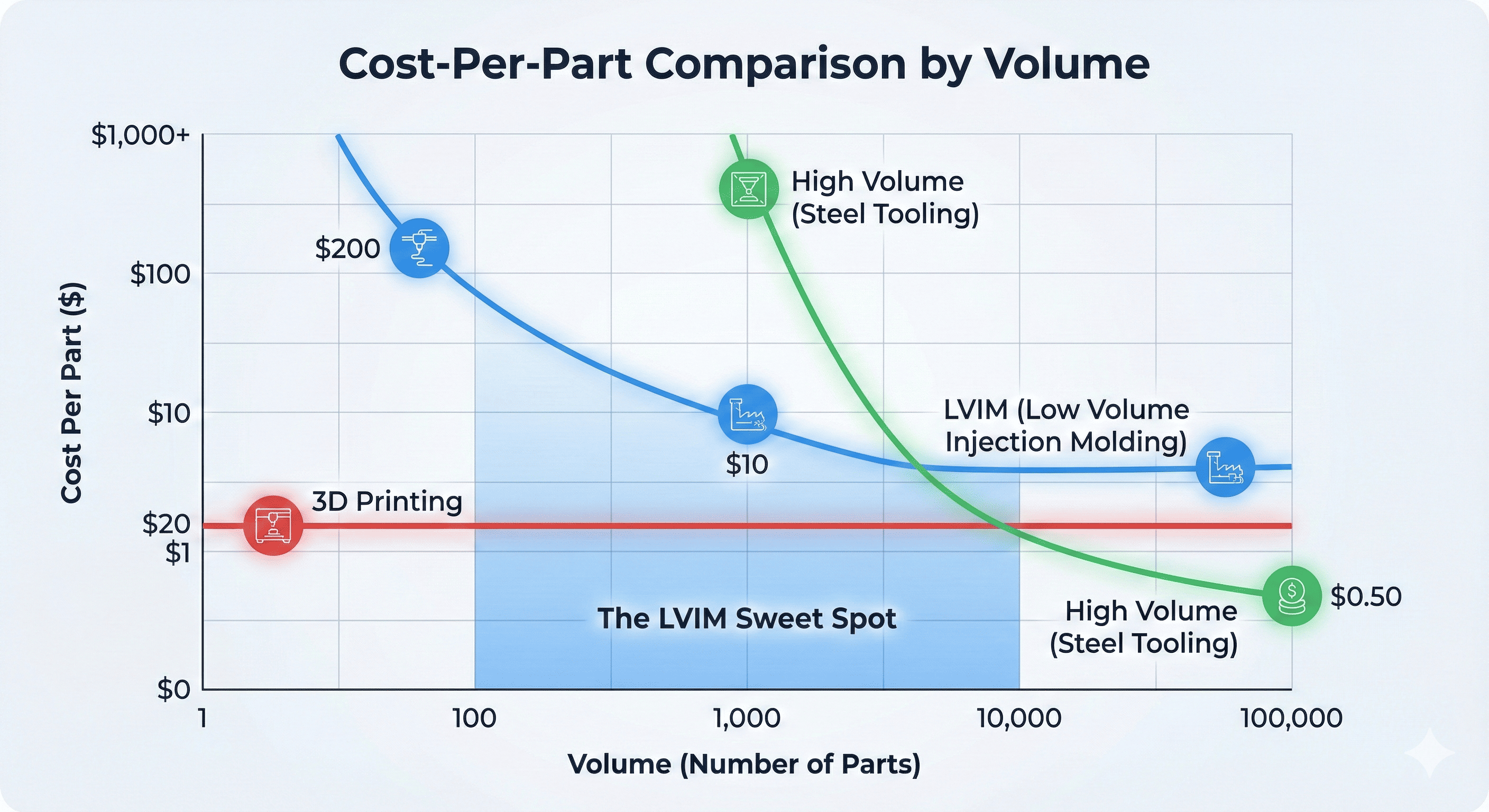
O “cruzamento de custos”
Pense desta forma: a impressão 3D é como pegar um táxi. É conveniente para uma viagem curta, mas você não usaria um para dirigir pelo país. Moldagem por injeção de baixo volume é como alugar um carro. Há um pouco de papelada e um pagamento inicial (o custo do molde) no início, mas depois disso, cada quilômetro – ou cada peça – é significativamente mais barato.
Impacto no mundo real: o sucesso do Saco Solar
Vejamos um exemplo real. Uma empresa dinamarquesa chamada SolarSack desenvolveu um produto simples que salva vidas: um saco plástico que utiliza radiação UV para purificar a água.
Eles precisavam de uma torneira de água específica que fosse de qualidade alimentar, à prova de vazamentos e barata o suficiente para os mercados em desenvolvimento.
- O problema: A impressão 3D não conseguia atender aos requisitos de materiais de qualidade alimentar, e um molde de aço “em grande escala” representava um risco de US$ 40 mil para uma startup.
- A solução: Eles usaram Moldagem de baixo volume . Isso permitiu que eles iterassem seis designs diferentes de torneira sem perder as camisas.
- O resultado: Eles produziram as primeiras 10.000 unidades usando essas ferramentas “suaves”. Depois que o produto foi um sucesso comprovado e o design foi definido, eles finalmente investiram nas ferramentas “pesadas” de produção de aço.
O que vem a seguir? O futuro dos pequenos lotes
Estamos nos afastando do modelo de fábrica “tamanho único”. O futuro do LVIM está ficando mais inteligente e ecológico.
- Moldes baseados em IA: Estamos vendo mais softwares que usam IA para “prever” como o plástico fluirá antes mesmo de cortarmos o metal. Isso significa que a primeira peça que sai da linha tem muito mais probabilidade de ser perfeita, reduzindo o desperdício.
- Resinas Ecológicas: Com o aumento dos objetivos da “Economia Circular”, mais lojas oferecem resinas recicladas or plásticos de base biológica (como aqueles feitos de amido de milho) especificamente para projetos de curto prazo. É uma ótima maneira para as marcas testarem versões “verdes” de seus produtos sem se comprometerem com uma grande revisão da produção.
- Automação de área de trabalho: Braços robóticos de pequena escala estão agora a ser usados para “escolher e colocar” peças mesmo em pequenas oficinas, o que ajuda a manter os custos de mão-de-obra das execuções de baixo volume competitivos com a produção em massa no estrangeiro.
O resultado final
A moldagem por injeção de baixo volume não é apenas uma versão “econômica” da produção em massa. É uma ferramenta para quem se move rapidamente. É para as equipes que desejam colocar um produto de alta qualidade nas mãos de seus clientes enquanto seus concorrentes ainda discutem sobre um protótipo.
Resumindo: a moldagem de baixo volume é seu próximo passo?
Abordamos o “como”, o “o quê” e o “quanto”. Mas, no final das contas, a moldagem por injeção de baixo volume é mais do que apenas um item de linha no orçamento de produção – é uma estratégia de sobrevivência em um mercado que se move na velocidade da luz.
A conclusão
Se você está pensando em um design que está pronto para o mundo, não deixe que o mito do “tudo ou nada” da fabricação tradicional o impeça. Você não precisa escolher entre uma peça de plástico que parece um brinquedo (impressão 3D) e uma grande aposta financeira (ferramentas de aço temperado).
A moldagem por injeção de baixo volume oferece:
- A vantagem profissional: Peças que parecem e funcionam como se pertencessem a uma prateleira de varejo.
- Sala de Respiração Financeira: Custos iniciais mais baixos que permitem manter seu capital para marketing e crescimento.
- A capacidade de dinamizar: Se seus clientes querem uma mudança, você não está casado com um pedaço de ferro de US$ 50 mil.
Uma dica final do chão de fábrica
Antes de enviar seus arquivos CAD para orçamento, faça um favor a si mesmo: Fale com seu moldador com antecedência. Uma conversa de dez minutos sobre ângulos de inclinação ou espessura da parede pode muitas vezes economizar milhares de dólares em modificações de ferramentas. A maioria das oficinas de baixo volume está acostumada a trabalhar com arquivos de P&D “confusos” – eles esperam ajudá-lo a refinar o design do molde. Aproveite essa experiência.
Tabela Resumo: O Ciclo de Vida de uma Peça
| Fase | Quantidade | Objetivo | Melhor Método |
|---|---|---|---|
| Conceito | 1 - 5 | Forma e ajuste | Impressão 3D |
| Validação | 10 - 50 | Teste Funcional | Usinagem CNC |
| Lançamento no mercado | 100 - 5k | Receita e feedback | Moldagem de baixo volume |
| Escala de massa | 50 mil | Otimização de Custo Unitário | Alto Volume (Steel) |
A lacuna entre “ideia” e “produto” é mais estreita do que nunca. Esteja você construindo o próximo grande dispositivo médico ou uma peça de nicho de tecnologia de consumo, o LVIM é a ponte que o leva a atravessar.
Perguntas frequentes
Quando se trata de moldagem de baixo volume, as mesmas perguntas tendem a surgir no chão de fábrica. Aqui está a “conversa franca” sobre o que você realmente precisa saber.
Quão “baixo” é o volume baixo, exatamente?
Embora não exista uma lei escrita em pedra, a indústria geralmente considera qualquer coisa, desde 100 a 10.000 unidadess como o ponto ideal. Abaixo de 100, geralmente é melhor usar impressão 3D ou usinagem CNC. Acima de 10.000, o desgaste de um molde de alumínio pode começar a afetar suas tolerâncias, tornando a transição para o aço uma aposta mais inteligente no longo prazo.
Minhas peças terão uma aparência “protótipo”?
De jeito nenhum. Essa é a beleza disso. Como estamos usando prensas de moldagem por injeção reais e resinas de nível de produção, suas peças terão o mesmo peso, textura e integridade estrutural de algo que você compraria em um grande varejista. Se você quiser uma textura específica (como um acabamento fosco ou uma superfície desgastada por faíscas), podemos aplicá-la diretamente no molde.
Posso fazer alterações no molde depois de construído?
Sim, até certo ponto. É muito mais fácil remover metal do que adicioná-lo. Se você precisar fazer um furo menor ou uma parede mais fina, geralmente podemos “usinar” mais molde. Adicionar material (tornar uma peça mais espessa) é mais complicado e pode exigir soldagem ou uma nova pastilha. É por isso que o alumínio é tão popular; é incrivelmente indulgente e rápido de modificar em comparação com o aço endurecido.
Por que o prazo de entrega é muito menor?
Os moldes tradicionais são como cofres de bancos – são construídos para sobreviver a milhões de ciclos de alta pressão. Isso leva tempo. Uso de ferramentas de baixo volume projetos simplificados e metais “mais macios” que podem ser cortados em velocidades muito mais altas em uma máquina CNC. Também ignoramos os complexos sistemas de resfriamento automatizados usados na produção em massa, o que reduz semanas do cronograma de fabricação.
Existe um limite para os materiais que posso usar?
Se for um termoplástico, podemos moldá-lo. Do básico Polipropileno para alto desempenho ESPIAR ou cheio de vidro Nylon , o processo trata de todos eles. O único “limite” real é garantir que a escolha do material corresponda ao design do molde (já que diferentes plásticos encolhem em taxas diferentes).
E se eu eventualmente precisar de 100.000 peças?
Pense na sua ferramenta de baixo volume como sua ferramenta de “entrada no mercado”. Uma vez que seu volume de vendas justifique o investimento, você pega as lições aprendidas com a produção de baixo volume – como onde as marcas de afundamento apareceram ou quais tolerâncias foram apertadas – e as aplica a uma ferramenta de produção de aço com múltiplas cavidades. Você basicamente usou o LVIM para “reduzir o risco” de sua fase de produção em massa.

