
Introdução
Na moldagem por injeção de plástico, o acabamento superficial de uma peça é muito mais do que uma escolha cosmética. Influencia diretamente a sensação de um produto na mão do consumidor, como a luz reflete em seus contornos e, mais importante, quão limpa a peça é ejetada da cavidade do molde durante a produção. Escolher o acabamento errado pode causar microarranhões, marcas cosméticas de afundamento ou peças presas na ferramenta, aumentando drasticamente as taxas de refugo.
Para padronizar esses acabamentos em toda a cadeia de fornecimento, a Sociedade da Indústria de Plásticos (agora conhecida simplesmente como PLÁSTICOS) estabeleceu o sistema de classificação de acabamento superficial SPI. Embora a associação tenha atualizado seu nome, os fabricantes de ferramentas e engenheiros de fabricação globais ainda se referem universalmente a eles como “Padrões SPI”.
Compreender as nuances desses padrões – e como diferentes polímeros interagem com eles – é a chave para equilibrar a intenção estética com a realidade da fabricação.

As 4 classificações primárias de acabamento SPI
O padrão SPI categoriza os acabamentos em quatro classes de letras distintas (A, B, C e D), determinadas pelo meio e método usado para polir o aço do molde. Dentro de cada classe, os números de 1 a 3 designam o nível de processamento e a média de rugosidade superficial resultante (Ra).
Classe A: Acabamentos brilhantes/brilhantes (polimento diamante)
Os acabamentos Classe A representam o auge da clareza óptica e da estética de alto brilho. Esses acabamentos são obtidos através do polimento manual cuidadoso da cavidade do molde, usando pastas de polimento em pó de diamante progressivamente mais finas.
- IPS A-1: O mais alto padrão, utilizando uma pasta de polimento de diamante Grau 3 para obter uma rugosidade superficial ultra-suave de aproximadamente 0,012 a 0,025 micrômetros Ra. Produz um acabamento espelhado e altamente reflexivo.
- SPI A-2: Utiliza uma pasta de diamante Grau 6, resultando em um valor Ra ligeiramente superior (0,025 a 0,05 micrômetros), mas mantendo um brilho premium.
- IPS A-3: Polido com pasta de diamante Grau 15, oferecendo uma aparência nítida e brilhante, mas permitindo um perfil de rugosidade um pouco mais tolerante (0,05 a 0,10 micrômetros Ra).
Insights de fabricação:
Alcançar um verdadeiro acabamento Classe A requer aços para moldes de alta qualidade e alta dureza, como NAK80 ou S136. Os aços para ferramentas padrão contêm microimpurezas ou porosidade; quando polidas até um nível A-1, essas impurezas “rasgam-se”, deixando buracos microscópicos que estragam o acabamento.
Além disso, as superfícies Classe A atuam como uma lupa para defeitos internos das peças – qualquer leve encolhimento volumétrico (marcas de afundamento) atrás de uma nervura ou saliência será instantaneamente visível sob o reflexo da luz.
- Aplicações comuns: Lentes ópticas, tubos de luz transparentes, protetores faciais, espelhos e caixas de eletrônicos de consumo de última geração onde é necessária uma aparência premium em preto piano ou cristalina.
Classe B: Acabamentos Semibrilhantes (Papel Grão)
Os acabamentos Classe B são projetados para peças que exigem uma aparência elegante e profissional, sem os custos extremos ou a fragilidade de um acabamento espelhado. Essas superfícies são obtidas com lixa de grão fino aplicada em um movimento linear e sobreposto.
- SPI B-1: Acabado com papel de granulação 600, produzindo uma superfície semibrilhante excepcionalmente limpa com uma rugosidade típica de 0,05 a 0,10 micrômetros Ra.
- SPI B-2: Polido com papel de granulação 400, oferecendo uma aparência semibrilhante moderada (0,10 a 0,15 micrômetros Ra).
- SPI B-3: Polido com papel de grão 320, produzindo um brilho suave acetinado com micro-arranhões visíveis e uniformes (0,28 a 0,35 micrômetros Ra).
Insights de fabricação:
Como o polimento com lixa introduz um padrão de risco linear e direcional no molde, o fabricante da ferramenta deve alinhar os traços de polimento com a direção da abertura do molde (caminho de ejeção). Se as linhas de granulação correrem perpendicularmente à direção de tração, o plástico moldado irá aderir às microranhuras, causando marcas de desgaste e graves dificuldades de ejeção durante a produção.
- Aplicações comuns: Caixas de eletrodomésticos, painéis de acabamento interno automotivo, gabinetes eletrônicos portáteis e equipamentos de escritório comercial.

Classe C: Acabamentos Mate (Polimento de Pedra)
Os acabamentos Classe C são caracterizados por uma aparência fosca suave, opaca e não reflexiva. Os fabricantes de ferramentas conseguem essa textura usando pedras de óleo de perfil (pedras de grão) para suavizar agressivamente o aço do molde.
- SPI C-1: Obtido usando uma pedra de polimento fina de granulação 600, resultando em um acabamento fosco liso (0,35 a 0,40 micrômetros Ra).
- SPI C-2: Acabamento com pedra de grão 400, criando uma textura fosca distinta (0,45 a 0,55 micrômetros Ra).
- SPI C-3: Finalizado com uma pedra mais grossa de grão 320, removendo todas as marcas de ferramentas para deixar uma aparência fosca mais áspera e completamente plana (0,63 a 0,85 micrômetros Ra).
Insights de fabricação:
Em aplicações industriais, a Classe C raramente é escolhida apenas para “decorar” uma peça. Em vez disso, é o acabamento de “eficiência de custos” da indústria. O objetivo principal de um polidor de pedra é apagar de forma rápida e econômica as marcas de usinagem áspera (recortes e ranhuras) deixadas por fresas CNC ou eletrodos EDM. É o acabamento padrão para peças que o usuário final nunca verá.
- Aplicações comuns: Costelas estruturais internas, suportes eletrônicos, componentes estruturais automotivos, tanques de combustível e ferragens industriais ocultas.
Classe D: Acabamentos Texturizados (Jateamento/Jateamento)
Os acabamentos classe D proporcionam uma sensação áspera, fortemente texturizada ou acetinada. Este é um processo de texturização “destrutivo”, onde a cavidade do molde é submetida a jateamento com meio seco sob alta pressão.
- SPI D-1: Criado por jateamento do aço do molde com finas esferas de vidro, resultando em um acabamento fosco uniforme e acetinado (0,80 a 1,10 micrômetros Ra).
- SPI D-2: Jateado com jateamento de grau médio ou areia, produzindo uma textura mais áspera e antiderrapante (1,10 a 1,60 micrômetros Ra).
- SPI D-3: Jateado com óxido de alumínio grosso ou grãos de areia pesados, produzindo um acabamento altamente tátil, áspero e completamente plano (2,30 a 3,20 micrômetros Ra).
Insights de fabricação:
Os acabamentos classe D são incríveis para ocultar defeitos superficiais, como linhas de solda ou pequenas marcas de afundamento. No entanto, os engenheiros devem planejar a “degradação da textura”. Durante uma longa produção (por exemplo, centenas de milhares de ciclos), os plásticos de engenharia abrasivos, como o náilon com enchimento de vidro, irão erodir lentamente e “polir” os picos agudos de uma cavidade de molde jateada. Como resultado, uma textura D-1 pode gradualmente se transformar em uma textura semi-fosca ao longo do tempo, exigindo que o molde seja retirado da produção e jateado novamente para restaurar a especificação original.
- Aplicações comuns: Cabos de ferramentas resistentes, volantes de plástico, capas de bagagem texturizadas, alças para eletrônicos de consumo e gabinetes industriais projetados para mascarar impressões digitais e arranhões.
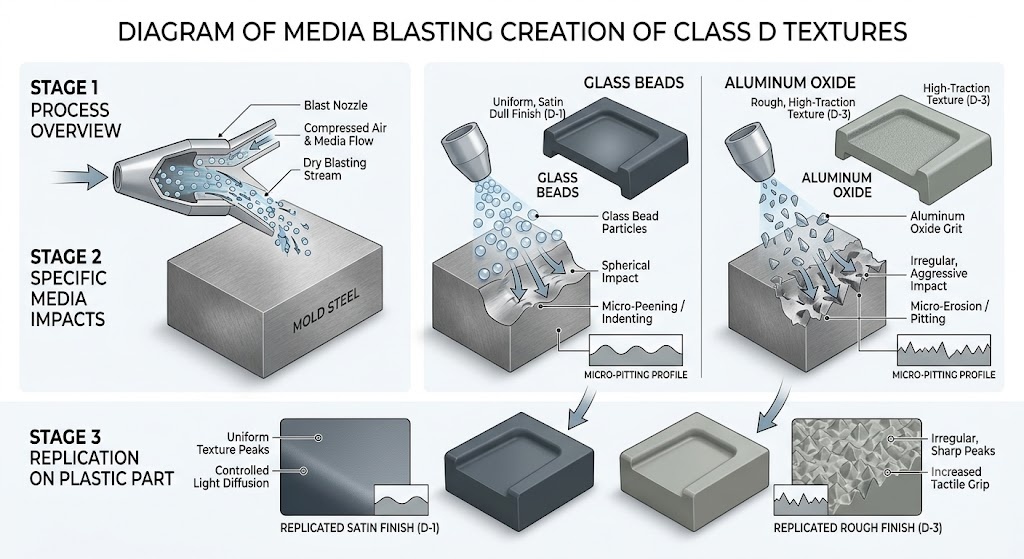
Gráfico de comparação de acabamento de superfície SPI
| Grau SPI | Método de Acabamento / Médio | Média de Rugosidade Típica (Ra - Micrômetros) | Média de Rugosidade Típica (Ra - Micropolegadas) | Aparência visual e nível de brilho | Multiplicador de custo relativo de ferramentas |
|---|---|---|---|---|---|
| A-1 | Lustre de Diamante Grau 3 | 0,012 a 0,025 | 0,5 a 1,0 | Polimento de alto espelho, altamente reflexivo | 2,5x a 3,0x |
| A-2 | Lustre de Diamante Grau 6 | 0,025 a 0,05 | 1,0 a 2,0 | Espelho polonês, boa refletividade | 2,0x a 2,5x |
| A-3 | Lustre de diamante grau 15 | 0,05 a 0,10 | 2,0 a 4,0 | Alto brilho e reflexos suaves | 1,5x a 2,0x |
| B-1 | Papel de grão 600 | 0,05 a 0,10 | 2,0 a 4,0 | Semibrilho, brilho linear fino | 1,3x |
| B-2 | Papel de grão 400 | 0,10 a 0,15 | 4,0 a 6,0 | Meio Brilho | 1,2x |
| B-3 | Papel de grão 320 | 0,28 a 0,35 | 11,0 a 14,0 | Cetim macio, brilho suave | 1,1x |
| C-1 | Pedra de grão 600 | 0,35 a 0,40 | 14,0 a 16,0 | Fino fosco, não reflexivo | 1,0x (linha de base) |
| C-2 | Pedra de grão 400 | 0,45 a 0,55 | 18h00 às 22h00 | Acabamento médio fosco e plano | 0,9x |
| C-3 | Pedra de grão 320 | 0,63 a 0,85 | 25,0 a 34,0 | Fosco grosso, apaga marcas de ferramentas | 0,8x |
| D-1 | Explosão de contas de vidro secas | 0,80 a 1,10 | 32,0 a 44,0 | Textura acetinada fosca e perolada fina | 1,2x |
| D-2 | Explosão de areia fina | 1,10 a 1,60 | 44,0 a 64,0 | Textura opaca, completamente plana | 1,3x |
| D-3 | Areia Grossa / Explosão de Óxido | 2h30 às 3h20 | 90,0 a 130,0 | Textura de aderência tátil muito áspera | 1,4x |
Fatores-chave ao escolher um acabamento de superfície SPI
A seleção de um acabamento superficial requer uma compensação calculada entre propriedades do material, geometria e orçamento. Aqui estão os principais fatores que devem orientar sua Decisão de Fabricação (DFM).
Seleção de materiais: polímeros cristalinos vs. polímeros amorfos
A estrutura molecular da sua resina plástica determina diretamente o quão bem ela replica o acabamento do molde.
- Polímeros Amorfos (por exemplo, policarbonato, ABS, acrílico/PMMA) possuem um layout molecular aleatório que flui perfeitamente contra o aço polido. Eles se destacam na obtenção de acabamentos de diamante Classe A para transparência absoluta ou alto brilho.
- Polímeros Cristalinos (por exemplo, Nylon/PA, Polipropileno, Polietileno) sofrem cristalização estruturada à medida que esfriam, causando maior encolhimento. Além disso, se você adicionar fibras de vidro (GF) a esses materiais para aumentar a resistência, as fibras tendem a flutuar na superfície. Especificar um acabamento Classe A em um nylon com 30% de fibra de vidro é um desperdício de capital – a superfície terá uma aparência inerentemente listrada e manchada. Esses materiais apresentam desempenho muito melhor em acabamentos Classe C ou Classe D.
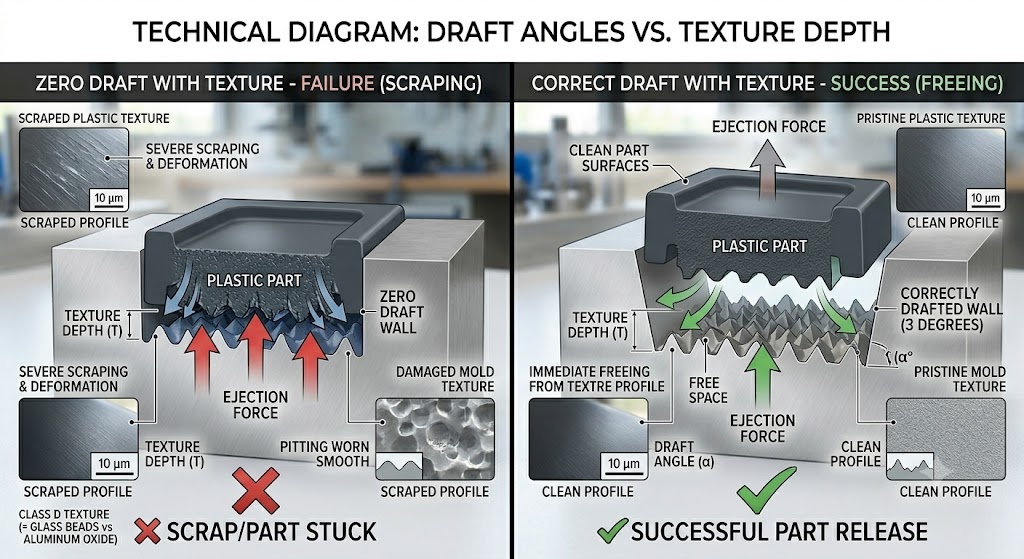
A penalidade do ângulo de draft
As texturas da superfície criam picos e vales microscópicos. Quando o molde abre, a parte plástica deve sair de forma limpa. Se as paredes verticais da peça não tiverem inclinação suficiente (conicidade), o aço texturizado irá raspar, rasgar ou marcar fisicamente o plástico de resfriamento durante a ejeção.
- A regra de ouro da indústria: Para acabamentos lisos padrão (Classe A e B), um ângulo de inclinação mínimo de 0,5 a 1,0 grau por lado é aceitável.
- Regra prática texturizada: Para acabamentos jateados Classe D, você deve adicionar aproximadamente 1 grau extra de ângulo de inclinação para cada 0,025 mm (igual a 1 mil ou 0,001 polegadas) de profundidade de textura. Não considerar isso resultará em graves marcas de arrasto e deformação da peça.
Custos de ferramentas e prazos de entrega
Conforme mostrado no gráfico de comparação, um acabamento Classe A inflaciona significativamente os custos de fabricação de moldes. O polimento manual de uma ferramenta para um acabamento A-1 pode adicionar dias ou até semanas ao prazo de entrega do ferramental porque deve ser feito passo a passo (por exemplo, você não pode pular de uma pedra de grão 320 direto para uma pasta de diamante sem arruinar a matriz de aço). Os acabamentos em pedra classe C são de longe os mais rápidos e baratos de produzir.
Funcionalidade da peça
Considere o ambiente de uso final. Acabamentos de alto brilho Classe A são notórios ímãs de arranhões e mostram impressões digitais gordurosas instantaneamente. Se um produto for projetado para ser manuseado diariamente (como um controlador ou punho eletrônico), uma textura acetinada Classe D fornece fricção tátil, ao mesmo tempo que esconde o desgaste ao longo da vida útil do produto.
Como especificar acabamentos SPI em desenhos de engenharia
A comunicação clara evita retrabalhos dispendiosos de ferramentas. Ao preparar seus projetos de produção ou desenhos de engenharia 2D, aplique estas práticas recomendadas do setor:
- Evite frases de destaque gerais: Nunca escreva “Polir superfícies externas” nas notas do desenho. Isso deixa a definição completamente dependente da interpretação. Em vez disso, use frases de destaque explícitas como:
ACABAMENTO DE SUPERFÍCIE SPI A-2 EM FACES COSMÉTICAS VISÍVEIS. - Use splines de limite de textura: Se uma única peça moldada apresentar vários acabamentos (por exemplo, uma faixa de destaque brilhante Classe A em uma caixa texturizada Classe D), desenhe uma linha de limite tracejada e limpa em sua impressão 2D para mostrar as zonas de transição exatas.
- Padrões Globais de Referência Cruzada: Se você estiver lidando com cadeias de fornecimento globais, seu parceiro de fabricação pode estar mais acostumado com o VDI 3400 europeu (que é baseado em escalas de erosão por faísca) ou com catálogos de texturas proprietários, como o Mold-Tech. Observe os valores equivalentes, se aplicável (por exemplo, SPI C-1 se alinha aproximadamente com VDI 18 a 21).
- Solicite Placas de Textura Física: Antes de autorizar um fabricante de ferramentas a texturizar uma cavidade de molde de vários milhares de dólares, solicite um chip de amostra física moldado em seu exato material de resina escolhido. As texturas parecem muito diferentes no polipropileno natural e no policarbonato preto.
Conclusão
Dominar os padrões de acabamento superficial SPI preenche a lacuna entre os conceitos de design industrial e o desempenho de fabricação no mundo real. Ao compreender que um acabamento Classe A exige aço para ferramentas premium e um design de peça impecável, ou que uma textura Classe D requer ângulos de inclinação generosos, você pode evitar gargalos de fabricação, reduzir as taxas de rejeição de peças e controlar seu orçamento de ferramentas.
Sempre consulte seu parceiro de moldagem por injeção durante o estágio inicial de DFM para alinhar sua escolha de material, desenho geométrico e padrão SPI desejado antes de cortar aço.

