
Na moldagem por injeção industrial moderna – especialmente nas exigentes cadeias de fornecimento de dispositivos automotivos, aeroespaciais e médicos da América do Norte – o impulso em direção à redução de peso estrutural e à integração de componentes desencadeou uma dependência sem precedentes de perfis de paredes finas e matrizes poliméricas complexas reforçadas com fibras. Embora esses avanços produzam eficiências substanciais de material e massa, eles aumentam significativamente o risco de falha mecânica localizada e rejeição cosmética decorrente de linhas de malha e linhas de solda. Longe de serem simples manchas superficiais, essas interfaces estruturais representam descontinuidades profundas dentro da matriz moldada, onde as cadeias poliméricas não conseguem se interdifundir adequadamente. Para proteger margens estreitas de OEM e manter rigorosos padrões de segurança mecânica, os fabricantes não podem mais tratar a remediação da linha de malha como uma série de ajustes de tentativa e erro na prensa. Em vez disso, as equipes de engenharia devem adotar uma metodologia baseada em dados que vincule perfeitamente a inspeção quantitativa do chão de fábrica com simulação preditiva avançada e layouts de ferramentas otimizados.
Detectando e inspecionando linhas de malha: transição de métricas visuais para quantitativas
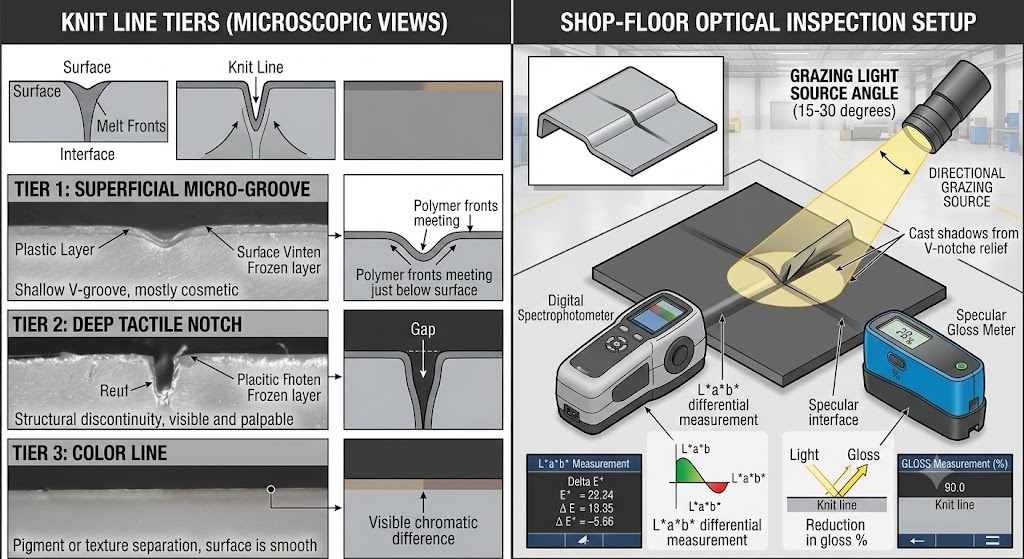
Para estabelecer uma estrutura robusta de controle de qualidade, as operações de moldagem devem eliminar avaliações visuais subjetivas e substituí-las por métricas precisas e quantificáveis. Na área de produção, a inspeção visual tradicional geralmente categoriza problemas de linha de malha por meio de descritores qualitativos vagos. O verdadeiro controle do processo requer a conversão dessas observações qualitativas em variáveis digitais repetíveis. A morfologia da superfície deve ser categorizada em níveis físicos distintos: micro-ranhuras superficiais, entalhes táteis profundos e descoloração localizada diferencial. Usando técnicas de imagem especializadas, como iluminação rasante de baixo ângulo e imagens de projeção de alto contraste, os engenheiros de qualidade podem mapear desvios de superfície. Para componentes cosméticos, espectrofotômetros devem ser usados para registrar mudanças cromáticas na interface usando o espaço de cores CIELAB padronizado, estabelecendo um limite superior, como Delta E_ab menor ou igual a 0,5. Simultaneamente, medidores de brilho de contato são necessários para quantificar as reduções locais de brilho especular, garantindo que a região da solda corresponda à textura nominal dentro de um valor de tolerância especificado.
Para componentes de engenharia de suporte de carga ou críticos para fluidos, as medições de superfície não destrutivas representam apenas metade do protocolo de validação. A integridade mecânica deve ser confirmada através de rigorosos regimes de testes destrutivos padronizados. Os protocolos de engenharia devem exigir que as barras de teste de tração (em conformidade com ASTM D638 ou ISO 527) sejam colhidas diretamente dos componentes de produção, com a linha de malha localizada precisamente no centro do comprimento de referência. O desempenho mecânico dessas amostras é então comparado com amostras de linha de base idênticas moldadas sem uma interface para calcular o Fator de Retenção de Resistência da Linha de Solda (WRF), que é expresso pela seguinte equação de texto simples:
Embora uma caixa estética de consumo possa tolerar uma queda significativa na resistência, desde que a variação de cor seja insignificante, componentes críticos sob o capô automotivo ou coletores de fluidos médicos frequentemente impõem limites de qualidade rigorosos, rejeitando qualquer lote que fique abaixo de um valor de retenção de 90% ou 95%. Se uma linha de solda cair abaixo desses limites predeterminados, os engenheiros de qualidade deverão executar imediatamente uma lista de verificação de inspeção no chão de fábrica em 4 etapas:
- Verifique as temperaturas reais da fusão e da cavidade do molde usando sondas térmicas calibradas.
- Documente o perfil de profundidade tátil usando um perfilômetro de superfície.
- Faça referência cruzada do peso da peça localizada com os limites nominais para verificar se há sub-empacotamento.
- Se a falha persistir, extraia amostras para corte metalográfico transversal ou microscopia eletrônica de varredura (MEV) para inspecionar se há voláteis microscópicos presos ou desalinhamento localizado das fibras ao longo da superfície da fratura.
Causas raízes e simulação preditiva: conectando a física a insights acionáveis
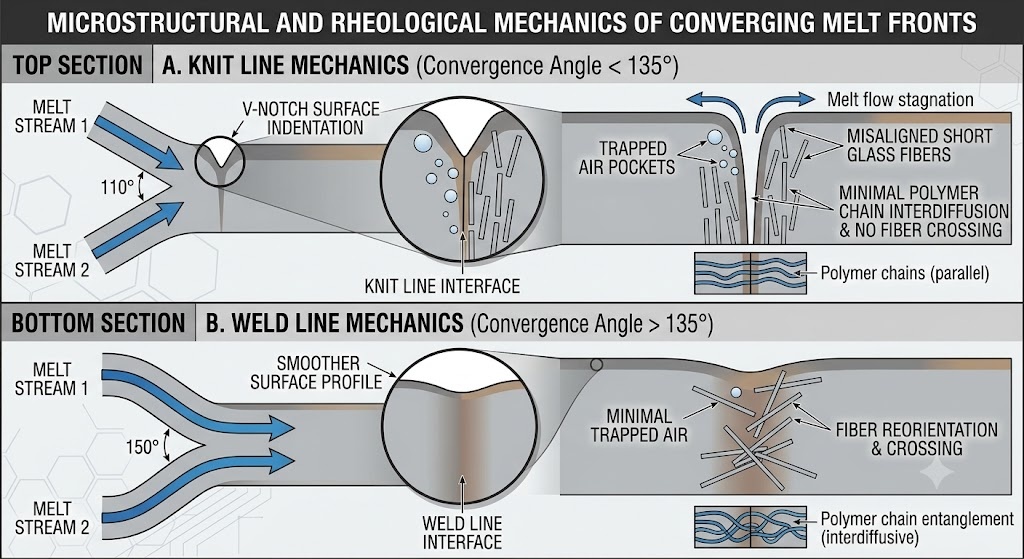
Uma linha de malha é formada quando duas ou mais frentes de fusão de polímero distintas se encontram de frente dentro da cavidade do molde em um ângulo de convergência inferior a 135 graus. Quando o ângulo convergente excede este limite, o limite é tecnicamente classificado como uma linha de solda, permitindo que os fluxos paralelos se misturem mais naturalmente. A física subjacente que rege a força e a visibilidade desta interface depende inteiramente do estado termodinâmico do material durante a convergência. À medida que o fundido se move através da cavidade, o contato com o aço do molde mais frio cria uma camada limite congelada, que estreita continuamente o canal de fluxo ativo. Se a temperatura de fusão local cair perto do ponto de transição do material, ou se a pressão de injeção localizada diminuir devido a longos caminhos de fluxo, as cadeias moleculares não terão a energia térmica e a força de empacotamento necessárias para cruzar a interface e se interdifundirem. Além disso, os caminhos de fluxo divididos forçam inerentemente os reforços anisotrópicos, como fibras de vidro curtas, a girar paralelamente ao limite do encontro, eliminando completamente qualquer ponte mecânica através da junção.
Em vez de abordar esses fenômenos físicos por meio de modificações caras de tentativa e erro após o corte do aço para ferramentas, ferramentas avançadas de CAE de elementos finitos (como Autodesk Moldflow, Moldex3D ou Sigmasoft 3D) devem ser utilizadas durante a fase de projeto do produto. Os engenheiros devem olhar além dos gráficos visuais binários simples e avaliar critérios analíticos quantitativos. Os principais resultados da simulação incluem rastrear pontos de estagnação do vetor de velocidade, identificar quedas de temperatura localizadas na junção e extrair o índice numérico de intensidade da linha de solda (VHI). Um método altamente confiável para avaliar a integridade estrutural envolve o mapeamento dos tensores de orientação da fibra projetados diretamente da simulação de injeção em pacotes FEA estruturais a jusante, permitindo que os projetistas simulem concentrações de tensão localizadas sob cargas mecânicas do mundo real. Para garantir uma previsão precisa, os modelos de simulação devem usar malhas 3D altamente refinadas, consistindo de pelo menos 10 a 12 camadas em seções de paredes finas, combinadas com dados verificados de caracterização de materiais e parâmetros precisos de resposta da máquina.
Para transformar esses diagnósticos CAE virtuais em soluções práticas para o chão de fábrica, as equipes de engenharia devem seguir uma árvore de decisão de diagnóstico padronizada. Quando uma simulação indica um risco inaceitável na linha de malha, o engenheiro deve avaliar e isolar sistematicamente as variáveis, em vez de ajustar os parâmetros aleatoriamente. Primeiro, verifique se a junção pode ser movida para uma região não crítica mudando a localização dos portões. Se as restrições geométricas impossibilitarem a realocação da porta, o próximo passo é avaliar o gerenciamento térmico localizado, avaliando se os ajustes variáveis da temperatura do molde podem melhorar a ligação molecular. Finalmente, se os ajustes térmicos forem insuficientes, a espessura mecânica da parede deve ser alterada para diminuir a resistência ao fluxo local e aumentar a pressão de empacotamento. Este método estruturado garante que as modificações em ferramentas e processos sejam baseadas em princípios de engenharia sólidos, reduzindo significativamente os ciclos de desenvolvimento e evitando ordens de alteração de engenharia (ECOs) dispendiosas no final do ciclo de lançamento.
Estratégias de projeto de molde e localização de comportas: controle de caminhos de fluxo e layouts térmicos
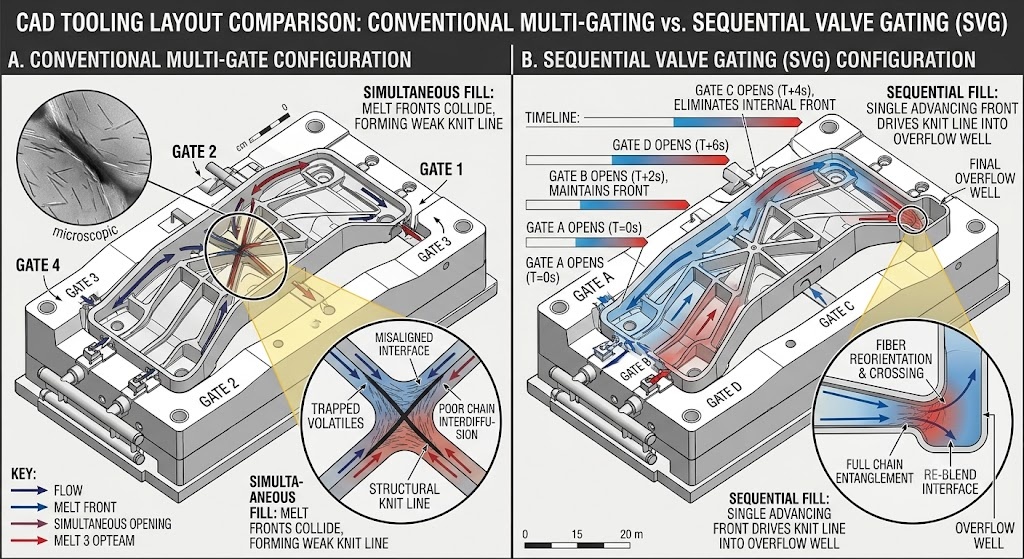
O principal método para eliminar ou realocar linhas de malha é o posicionamento estratégico do sistema de passagem da ferramenta. A seleção da geometria da comporta - seja utilizando comportas valvuladas diretas e precisas, comportas de borda ou comportas em leque - dita o padrão de preenchimento inicial e controla diretamente como as frentes de fluxo se dividem e se recombinam em torno dos pinos centrais ou recortes internos. Ao projetar peças complexas, os engenheiros devem estabelecer regras precisas em relação à distância do fluxo e às relações máximas permitidas entre comprimento do fluxo e espessura da parede. Por exemplo, em produtos eletrônicos de consumo de paredes finas, uma estratégia de abertura de válvula sequencial (SVG) é frequentemente empregada. Ao usar pinos hidráulicos ou pneumáticos controlados eletronicamente para abrir comportas valvuladas em uma sequência precisa e cronometrada, os engenheiros podem eliminar completamente a formação de linhas de malha internas, forçando uma frente de fusão única e contínua a percorrer a cavidade, deslocando as linhas de solda para áreas de flash periféricas ou bordas não estruturais.
Além da colocação do portão, o gerenciamento do desempenho térmico no aço do molde é fundamental para otimizar a qualidade da linha de malha. As linhas de resfriamento tradicionais com perfuração reta geralmente deixam seções centrais profundas e cantos complexos isolados do resfriamento térmico eficaz, resultando em pontos quentes localizados ou gradientes térmicos severos que enfraquecem a interface da linha de malha. A substituição de linhas convencionais por canais de resfriamento conformados avançados — fabricados por meio de sinterização direta de metal a laser (DMLS) — permite que as linhas de resfriamento sigam os contornos exatos da cavidade da peça. Isso garante uma dissipação de calor altamente uniforme e permite moldagem de ciclo térmico rápido (RHCM) localizada e precisa. Ao usar vapor ou água pressurizada em alta temperatura para aquecer rapidamente a área da linha de malha local durante o enchimento e, em seguida, mudar para água fria para solidificação rápida, os fabricantes podem manter a temperatura da superfície da cavidade acima da transição vítrea da resina ou do ponto de fusão cristalino durante a formação da linha de malha. Isto elimina completamente os entalhes superficiais e maximiza o emaranhamento da cadeia polimérica.
| Estratégia de Ferramentas | Prêmio de custo típico de ferramental | Impacto no tempo de ciclo | Melhoria da resistência da linha de malha | Melhor ajuste de aplicação |
| Resfriamento Usinado Convencional | Linha de base (0 dólares) | Linha de base (25 a 45 segundos) | Mínimo (melhoria de 0 a 10 por cento) | Blocos estruturais de baixa complexidade e paredes espessas. |
| Inserto de resfriamento conformado (DMLS) | 15 por cento a 30 por cento | Redução de 15% a 30% | Aumento de 15% a 30% | Acabamento automotivo complexo, peças médicas com múltiplas cavidades. |
| Acionamento de Válvula Sequencial (SVG) | 25 por cento a 40 por cento | Neutro | Realoca o defeito inteiramente | Grandes painéis de carroceria, painéis instrumentais, tampas longas. |
| Moldagem por Ciclo Térmico Rápido (RHCM) | 40 por cento a 60 por cento | Aumento de 10% a 25% | Aumento de 40% a 70% | Displays de consumo de alto brilho, caixas ópticas médicas. |
Antes de implementar essas modificações avançadas em ferramentas, as equipes de engenharia devem realizar um rigoroso retorno inicial sobre o investimento (ROI) e uma avaliação de risco. Embora a adição de um inserto conformal DMLS ou um coletor SVG possa aumentar o gasto inicial de capital com ferramentas em dezenas de milhares de dólares, esses custos devem ser cuidadosamente equilibrados em relação às métricas operacionais de longo prazo. Para uma produção automotiva de alto volume que abrange vários anos, uma redução de 20% no tempo de ciclo, combinada com uma redução significativa nas taxas de refugo, justifica facilmente o prêmio inicial do ferramental. Por outro lado, para componentes médicos de menor volume, a modificação da espessura das paredes das peças ou a incorporação de poços de transbordamento localizados – que coletam as partículas frias no final da frente de fluxo e podem ser usinadas de forma limpa na pós-moldagem – apresenta uma alternativa mais econômica que atinge as especificações mecânicas exigidas sem exceder o orçamento de capital do projeto.
Compensações de processamento, materiais e produção: otimizando matrizes de parâmetros
Quando as modificações nas ferramentas são limitadas por orçamento ou prazos, os engenheiros devem confiar na otimização sistemática do processo e na seleção cuidadosa de materiais para gerenciar o desempenho da linha de malha. A estrutura molecular do polímero bruto determina o seu comportamento reológico durante a convergência da frente de fusão. Resinas comerciais não preenchidas, como polipropileno (PP) ou acrilonitrila butadieno estireno (ABS) amorfo, fluem facilmente e se ligam facilmente em energias relativas mais baixas. No entanto, plásticos de engenharia de alta temperatura, como policarbonato (PC), poliamida 6/66 (PA6/PA66) e óxido de polifenileno (PPO) – especialmente quando preenchidos com 30% a 50% de fibras de vidro ou modificadores minerais – apresentam graves desafios reológicos. Para esses compostos avançados, os ajustes de parâmetros devem seguir uma matriz de processamento altamente estruturada, “conservadora a agressiva”, para evitar a degradação do material ou a extensão do tempo de ciclo.
Para resolver sistematicamente os defeitos da linha de malha na área de produção, os técnicos devem consultar uma diretriz abrangente sobre materiais e parâmetros de processamento. Os ajustes devem ser sempre executados sequencialmente, permitindo que o processo se estabilize durante vários ciclos após cada modificação para medir com precisão o impacto na qualidade da peça e no desempenho estrutural:
| Tipo de matriz de resina | Faixa de fusão recomendada (graus C) | Faixa de molde recomendada (graus C) | Etapa de ajuste da velocidade de injeção primária | Retenção esperada de resistência da linha de malha (%) |
| Polipropileno não preenchido (PP) | 200 - 240 | 30 - 60 | Progressivo moderado (incrementos de 10%) | 85% - 95% |
| ABS (Grau Estético) | 220 - 260 | 50 - 80 | Perfil de alta velocidade (zona de malha rápida) | 80% - 90% |
| Policarbonato (PC) | 280 - 320 | 80 - 110 | Alta velocidade constante com alta embalagem | 70% - 85% |
| PA66-GF30 (30% cheio de vidro) | 270 - 300 | 80 - 120 | Velocidade ultra-alta (aquecimento máximo de cisalhamento) | 35% - 55% |
| PPO (Modificado/Estrutural) | 260 - 310 | 70 - 100 | Alta velocidade seguida por mudança imediata de pacote | 50% - 70% |
Se os parâmetros de processamento otimizados não conseguirem eliminar completamente uma linha de malha visível em um componente altamente estético, poderão ser necessárias operações secundárias de acabamento. As opções de remediação pós-moldagem – incluindo lixamento mecânico, preparação e pintura automatizadas, polimento químico a vapor ou fusão ultrassônica localizada – podem mascarar eficazmente manchas superficiais, mas introduzem compensações significativas na produção. Embora um revestimento secundário de poliuretano ou lavagem com solvente químico possa restaurar um acabamento superficial impecável e de alto brilho em um invólucro de consumidor amorfo, essas operações aumentam os custos totais de peças, exigem mão de obra adicional e aumentam as taxas de refugo devido a defeitos de manuseio. Além disso, os acabamentos superficiais não corrigem falhas estruturais subjacentes. Se as fibras de vidro permanecerem desalinhadas sob uma superfície pintada, a peça irá falhar sob tensão mecânica. Os gerentes de operações devem pesar cuidadosamente esses custos de acabamento em relação ao investimento de capital de longo prazo em atualizações de ferramentas avançadas, escolhendo a opção que melhor equilibra qualidade, custo e confiabilidade dos componentes.
Acelere o desempenho de suas ferramentas e processamento
A eliminação de falhas nas linhas de malha exige o alinhamento da engenharia preditiva inicial com o controle de qualidade disciplinado. Baixe nosso abrangente e pronto para o chão de fábrica Lista de verificação para solução de problemas e calibração de simulação da linha de malha (PDF) , contendo modelos de ajuste de máquina de moldagem passo a passo, parâmetros de malha VHI alvo e formulários de validação ASTM/ISO.
Precisa de suporte imediato de engenharia para um programa ativo? Entre em contato com nossa equipe técnica hoje para agendar uma consulta avançada Revisão de simulação CAE e auditoria de layout de molde . Nossos especialistas em fabricação na América do Norte fornecem diagnósticos detalhados dentro de 3 a 5 dias úteis.

