
Resumo
Os graus de polímeros retardadores de chama (FR) são especificados em aplicações automotivas, eletrônicas, elétricas e de construção, mas apresentam desafios de processamento e riscos de ferramentas que os graus padrão não apresentam. Os aditivos FR estreitam as janelas do processo, aumentam a corrosividade do aço moldado, afetam o acabamento superficial e complicam os fluxos de reciclagem. Este guia aborda detalhadamente o sistema de classificação UL94, explica como cada principal produto químico FR interage com equipamentos e ferramentas de moldagem por injeção e fornece especificações práticas para projeto de molde e seleção de aço ao operar materiais FR.
1. Por que o retardamento de chama é importante na moldagem por injeção
Os plásticos queimam. A maioria dos termoplásticos de engenharia – ABS, PP, PA, PC – são inerentemente combustíveis, com índices limitantes de oxigênio (LOI) de 17–28%. Em aplicações onde existe risco de ignição – compartimentos elétricos, compartimentos de baterias de veículos elétricos, produtos eletrônicos de consumo, interiores de aeronaves, painéis de construção – os polímeros não modificados não podem atender às regulamentações de segurança contra incêndio.
Os retardadores de chama resolvem isso por meio de um ou mais mecanismos:
- Interrupção da fase gasosa - Os radicais FR extinguem a reação em cadeia de combustão na zona de chama (sistemas baseados em halogênio)
- Formação de caracteres - A química FR promove uma camada superficial carbonácea que isola o substrato da chama (sistemas intumescentes à base de fósforo)
- Decomposição endotérmica - O aditivo FR absorve calor através da decomposição, resfriando o substrato abaixo da temperatura de ignição (hidróxidos metálicos: ATH, MDH)
- Diluição física - enchimento inerte reduz a fração combustível do composto
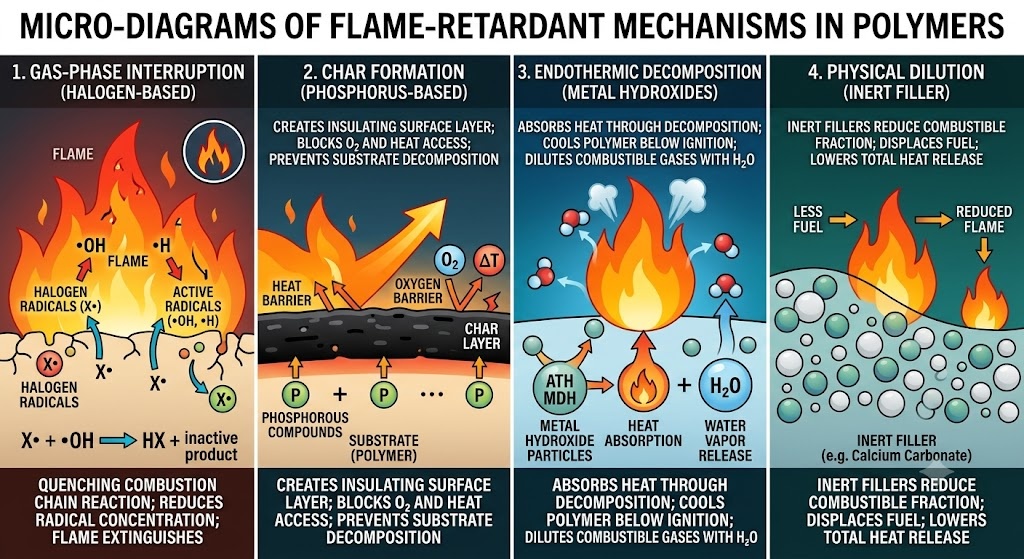
O desafio para o moldador por injeção é que esses mecanismos são ativados pelo calor – o mesmo estímulo que impulsiona o processo de moldagem. Os aditivos FR que são termicamente estáveis o suficiente para sobreviver ao barril, mas reativos o suficiente para funcionar em caso de incêndio, representam uma estreita janela de engenharia com consequências diretas para o processamento e o ferramental.
2. O sistema de classificação UL94: o que as classificações realmente significam
UL94 (Padrão para testes de inflamabilidade de materiais plásticos para peças em dispositivos e eletrodomésticos) é a principal referência global para classificação de inflamabilidade de plásticos. Compreender o que cada classificação exige - e o que não exige - é essencial para uma especificação correta.
2.1 Visão geral do método de teste
Os testes UL94 são realizados em amostras moldadas, não em matéria-prima. A geometria da amostra é importante: o padrão especifica categorias de espessura (normalmente 0,8 mm, 1,6 mm, 3,2 mm) e as classificações dependem da espessura. Um material classificado como V-0 a 3,2 mm só pode atingir V-2 a 0,8 mm.
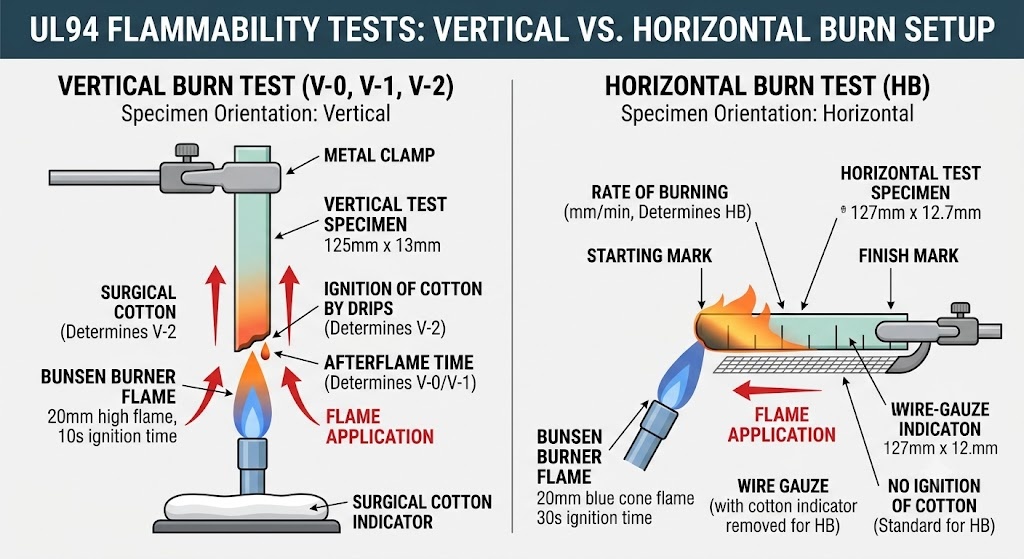
As duas séries de testes principais:
Testes de queima vertical (V-0, V-1, V-2, 5VA, 5VB): Uma amostra de 125 mm x 13 mm é mantida verticalmente e exposta a uma chama definida por dois intervalos de 10 segundos. O gotejamento, o tempo de pós-chama e a ignição de um indicador de algodão abaixo da amostra determinam a classificação.
Teste de queima horizontal (HB): Uma amostra de 127 mm x 12,7 mm é segurada horizontalmente. Esta é a classificação mais baixa – a maioria dos polímeros básicos sem tratamento FR atingem HB com espessura suficiente.
2.2 Critérios de Classificação
| Avaliação | Afterflame ≤ (cada aplicação) | Pós-chama total ≤ (5 amostras) | Gotejamento inflama algodão? | Pós-brilho ≤ | Nãotas |
|---|---|---|---|---|---|
| V-0 | 10 segundos | 50 segundos | Não | 30 segundos | Vertical mais rigorosa |
| V-1 | 30 segundos | 250 segundos | Não | 60 segundos | Vertical de nível intermediário |
| V-2 | 30 segundos | 250 segundos | Sim permitido | 60 segundos | Gotejamento permitido |
| 5VA | - | - | Não | - | Não burn-through on plaque; more stringent than V-0 |
| 5VB | - | - | Não | - | É permitida a queima na placa; mais rigoroso que V-1 |
| HB | Queima ≤ 76 mm/min (>3mm) ou extingue | - | N/A | - | Mais baixo; a maioria dos plásticos commodities |
2.3 Classificações na prática: o que os reguladores e OEMs realmente especificam
| Aplicação | Requisito mínimo UL94 | Nãotas |
|---|---|---|
| Gabinetes de eletrônicos de consumo (IEC 62368-1) | V-1 ou V-0 | Depende da espessura da parede e da fonte de calor interna |
| Carcaça de bateria EV e gabinetes BMS | V-0 em ≤1,6 mm | Frequentemente reforçado por requisitos de fuga térmica específicos do OEM |
| Conectores elétricos automotivos (USCAR-2) | V-0 em ≤0,8 mm | Parede muito fina — reduz significativamente as opções de materiais |
| Carcaças de eletrodomésticos (IEC 60335) | V-1 ou V-0 | Dependente da categoria |
| Gabinetes elétricos industriais (IEC 61439) | V-0 ou 5VA | 5VA cada vez mais especificado para gabinetes grandes |
| Componentes interiores de aeronaves (FAR 25.853) | Nãot UL94 — uses OSU heat release and vertical bunsen tests | UL94 é insuficiente para a indústria aeroespacial |
| Construção e construção (EN 13501) | Sistema Euroclass B – E, não UL94 | Padrão de teste totalmente diferente |
Ponto crítico: As classificações UL94 são relatadas pelos fornecedores para cores, espessuras e certificações de lote específicas. Uma caixa preta de PC/ABS que atinge V-0 não garante V-0 em branco ou natural – a interação do aditivo FR com sistemas de pigmentos afeta o desempenho, e o cartão amarelo UL94 lista explicitamente as cores aprovadas.
3. Principais famílias químicas FR e seus perfis de processamento
3.1 Retardadores de chama halogenados (bromados/clorados)
Mecanismo: Os radicais halogênio interrompem a reação em cadeia de combustão na fase gasosa. Altamente eficaz em baixos níveis de carga (5–15 phr), permitindo V-0 com impacto mínimo nas propriedades mecânicas.
Sistemas comuns:
- Sinergista de trióxido de antimônio decabromodifenil etano (DBDPE) - ABS, QUADRIS, PA
- Oligômeros de tetrabromobisfenol A (TBBPA) — misturas de PC/ABS
- Parafinas cloradas — aplicações de commodities de baixo custo
Comportamento de processamento:
- Termicamente estável até 280–300ºC na maioria das formulações — compatível com temperaturas de processamento ABS, PA66 e PC
- Acima de 300°C, a geração de gás HBr/HCl acelera acentuadamente — excedências de temperatura do barril causam liberação de gás corrosivo
- A purga com um transportador neutro (HDPE ou PP) é obrigatória ao desligar – o material bromado preso degrada e ataca as superfícies do cilindro e do parafuso
- Corrosivo para aço ferramenta padrão: HBr e HCl gerados em qualquer desvio de processo atacam P20 e H13. Não grave em condições normais, mas cumulativo em produção de alto volume
Implicações de ferramentas:
- Aço com cavidade padrão P20 aceitável para processos bem controlados
- Revestimento (crómio duro ou níquel sem eletrólito) recomendado para grandes volumes ou qualquer processo que opere perto do limite superior de temperatura
- O protocolo de purga deve ser documentado nas instruções do processo – episódios de queima induzidos por flash causam corrosão localizada em comportas e respiros
Situação regulatória: A lista REACH SVHC inclui vários compostos FR bromados. A Diretiva RoHS restringe PBB e PBDE. Atualmente, o DBDPE não tem restrições na UE e nos EUA, mas está sujeito a revisão contínua. Especifique apenas graus compatíveis com REACH/RoHS — verifique anualmente a declaração do fornecedor.
3.2 Retardadores de chama à base de fósforo (sem halogênio)
Mecanismo: Promove a formação de camadas carbonizadas na superfície do polímero, bloqueando fisicamente o acesso ao oxigênio e isolando o substrato. Alguns sistemas de fósforo também apresentam atividade em fase gasosa.
Sistemas comuns:
- Resorcinol bis(difenil fosfato) (RDP) — misturas de PC/ABS (sistema primário para V-0 PC/ABS sem halogênio)
- Dietilfosfinato de alumínio (AlPi, série Clariant Exolit® OP) — PA6, PA66, PBT
- Polifosfato de melamina (MPP) — PA6, PA66
- Fósforo vermelho — PA, PBT (raramente usado atualmente devido aos riscos de manuseio)
Comportamento de processamento:
- RDP em PC/ABS: reduz a viscosidade do fundido (atua como plastificante na temperatura de processamento) → aumenta o risco de flash , reduz a margem de força de fixação
- AlPi em graus PA: termicamente estável até 320°C, efeito mínimo de viscosidade — o sistema FR mais amigável ao processo atualmente disponível
- MPP em PA: estabilidade moderada; acima de 290°C, a geração de vapor de amônia e melamina causa bolhas na superfície e listras prateadas — manter a temperatura de fusão no limite inferior da faixa de PA
- Todos os sistemas de fósforo: a absorção de umidade no armazenamento degrada o desempenho e causa manchas/estrias prateadas — as especificações de secagem são mais rigorosas do que as classes não preenchidas
Requisitos de secagem (graus FR de fósforo):
| Polímero Base | Secagem de grau padrão | Secagem de grau FR | Notas Adicionais |
|---|---|---|---|
| PA6 | 80°C / 4 horas | 85°C / 6–8 horas | Classes MPP especialmente sensíveis à umidade |
| PA66 | 85°C/4 horas | 90°C / 6–8 horas | Notas AlPi mais tolerantes |
| PBT | 120°C/4 horas | 130°C / 5–6 horas | FR PBT muito sensível à umidade |
| PC/ABS | 90°C / 3–4 horas | 95°C / 4–6 horas | RDP migra no armazenamento – use imediatamente após a abertura |
Implicações de ferramentas:
- Migração RDP: Em PC/ABS com RDP, o éster fosfato pode migrar para a superfície da peça e para a cavidade do molde ao longo do tempo. Isso causa:
- Acúmulo de depósito de mofo em superfícies de cavidades (resíduos brancos ou amarelos) que exigem limpeza a cada 50.000–150.000 disparos, dependendo das condições de operação
- Redução de brilho superficial na peça se o molde não for limpo — crítico para superfícies Classe A
- Aço inoxidável (S136) ou P20 com cromo duro reduz a adesão de depósitos e simplifica a limpeza
- As classes AlPi em PA são o sistema FR mais fácil de usar – depósito mínimo, corrosão mínima
3.3 Retardantes de Chama à Base de Nitrogênio (Sistemas de Melamina)
Mecanismo: Principalmente diluição da fase gasosa através da liberação de nitrogênio; alguma promoção de carvão quando combinado com fósforo (sistemas intumescentes).
Sistemas comuns:
- Cianurato de melamina (MC) — PA6, PA66 (V-2 alcançável, V-0 difícil sem sinergista)
- Polifosfato de melamina (MPP) — PA6, PA66 (V-0 achievable in combination)
- Sistemas intumescentes (APP pentaeritritol melamina) — PP, PE (principalmente para aplicações de cabos e filmes sem halogênio)
Comportamento de processamento:
- MC em PA: decompõe-se a 320°C liberando ácido isociânico e vapor de melamina — limite superior rígido na temperatura de fusão de 290°C para compostos PA66/MC
- A sublimação da melamina na superfície da cavidade do molde forma depósitos de pó branco – requer limpeza frequente da cavidade
- Sistemas intumescentes de PP: muito sensíveis ao cisalhamento; altas velocidades de injeção causam separação e listras dos componentes FR
Implicações de ferramentas:
- Depósitos sublimados de melamina são o problema de incrustação de mofo mais agressivo na categoria de grau FR
- Cavidades cromadas ou revestidas com PVD reduzem drasticamente a adesão de depósitos — intervalo de manutenção 2–3× mais longo do que sem revestimento
- O bloqueio da ventilação por depósitos é um risco significativo – as aberturas devem ser projetadas para serem acessíveis e limpas em um cronograma definido (normalmente a cada 30.000–80.000 disparos)

3.4 Retardadores de chama de hidróxido metálico (ATH, MDH)
Mecanismo: A decomposição endotérmica libera vapor de água, resfriando o substrato e diluindo gases combustíveis. Sem halogênio, sem fósforo, sem nitrogênio — a química mais limpa do ponto de vista do processamento de subprodutos.
Sistemas comuns:
- Trihidrato de alumínio (ATH) — decompõe-se a 180–200°C; limita o uso a polímeros processados abaixo de 200°C (EVA, LDPE, PVC)
- Dihidróxido de magnésio (MDH, brucita) — decompõe-se a 300–320°C; estende a aplicabilidade para PP, PA6
Comportamento de processamento:
- É necessária uma carga muito alta (40–65% em peso) para atingir V-0 — aumenta drasticamente a densidade do composto e reduz as propriedades mecânicas
- A alta carga de enchimento aumenta significativamente a viscosidade do fundido – são necessárias pressões de injeção mais altas, tempos de enchimento mais longos
- Abrasivo para parafusos, cilindros e cavidades de moldes — a taxa de desgaste é alta , semelhante às classes cheias de vidro
- Os compostos MDH/ATH têm eficiência de melhoria de LOI muito baixa por unidade de carga em comparação com sistemas de halogênio/fósforo - raramente usados onde V-0 em parede fina é necessário
Implicações de ferramentas:
- Trate como equivalente a GF30–GF40 para fins de desgaste
- Inserções de porta endurecidas (≥52 HRC) obrigatórias
- O projeto do canal e da comporta deve minimizar o cisalhamento (diâmetros maiores que o equivalente sem preenchimento) para evitar a aglomeração do material de enchimento e a erosão da comporta
- Aço para cavidades: H13 ou aço para ferramentas endurecido equivalente — P20 é marginal para produção de alto volume de ATH/MDH
4. Processamento de ajustes de parâmetros para classes FR
Tabela: Ajustes da janela de processo versus polímero base
| Parâmetro | Direção | Magnitude | Justificativa |
|---|---|---|---|
| Temperatura de fusão | Inferior | 5–20°C abaixo do padrão | Evitar a decomposição térmica FR |
| Tempo de residência do barril | Minimizar | Projete por <5 min no máximo | A degradação depende do tempo × temperatura |
| Velocidade de injeção | Reduzir | 10–20% | Reduzir a decomposição induzida por cisalhamento; reduzir o risco de flash (RDP) |
| Contrapressão | Reduzir | 10–20% abaixo do padrão | Reduza a geração de calor de cisalhamento |
| Velocidade do parafuso | Reduzir | 10–15% RPM | Mesma justificativa |
| Protocolo de purga | Obrigatório | Por desligamento sempre | Evite a degradação corrosiva entre as execuções |
| Secagem | Aumente a temperatura e o tempo | Consulte a tabela na Seção 3.2 | Classes FR mais sensíveis à umidade |
| Temperatura do molde | Inferior end of range | Sempre que possível | Reduzir a formação de depósitos (sistemas melamínicos) |
| Temperatura da câmara quente | Mínimo viável | Tão baixo quanto o preenchimento permitir | Zona mais crítica para degradação de FR |
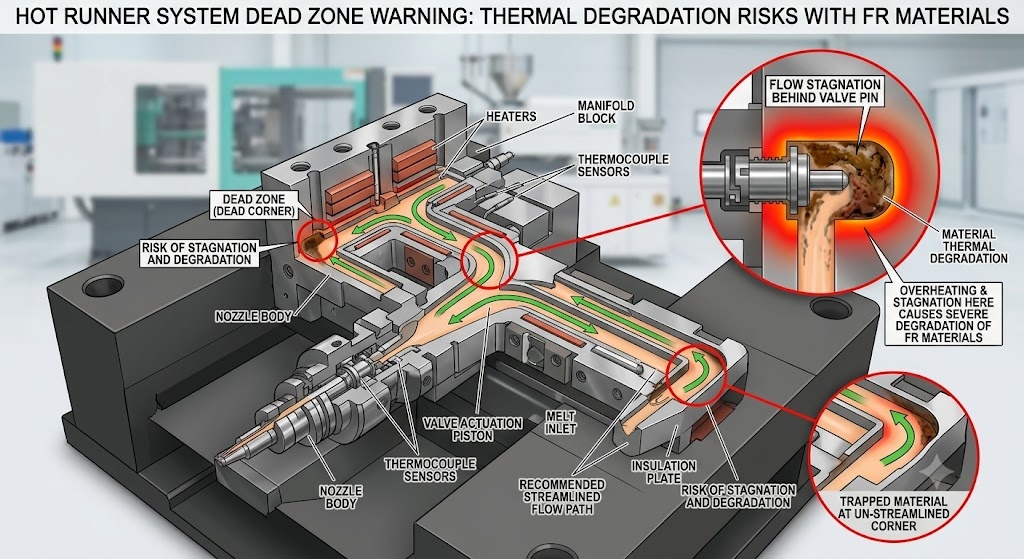
Considerações sobre câmara quente
As câmaras quentes são a zona de maior risco para a degradação do material FR. O manifold e as pontas dos bicos mantêm a massa fundida continuamente na temperatura – e em zonas mortas (atrás das hastes das válvulas, em curvas do manifold mal projetadas), o tempo de residência pode ser de 30 a 60 minutos. Isto é suficiente para degradar a maioria dos sistemas FR.
Requisitos obrigatórios de projeto de câmara quente para graus FR:
- Geometria do coletor totalmente aerodinâmica (sem cantos mortos) — especifique ao fornecedor da câmara quente
- Volume mínimo do coletor consistente com os requisitos de preenchimento – coletores superdimensionados aumentam o tempo de residência
- Controle de temperatura de zona independente por bico — permite gerenciamento preciso da temperatura mínima
- Bico valvulado preferido em vez de portão aberto — permite fechamento positivo durante paradas de produção
- Queda de temperatura no desligamento: reduza para 150–170°C imediatamente em qualquer pausa de produção >5 minutos
5. Seleção de aço para molde e tratamento de superfície
Tabela: Aço para Moldes Recomendado pela FR Chemistry
| Sistema RF | Polímero Base | Aço Cavitário | Núcleo de Aço | Inserção de portão | Tratamento de superfície | Nãotas |
|---|---|---|---|---|---|---|
| Bromado (DBDPE) | ABS, HIPS | P20 ou S136 | P20 | H13 endurecido | Cromo duro ou revestimento EN | Revestimento crítico para alto volume |
| RDP (éster fosfato) | PC/ABS | S136 preferido | P20 | S136 | Chapeamento PVD ou EN | Adesão de depósito mais baixa em S136 |
| AlPi (fosfinato de alumínio) | PA, PBT | P20 ou H13 | P20 | H13 | Cromado opcional | Sistema FR mais fácil de usar em termos de ferramentas |
| Melamina (MC, MPP) | PA6, PA66 | P20 cromado ou S136 | P20 | H13 | Cromo duro obrigatório | Sublimar depósitos severos sem revestimento |
| ATH / MDH (hidróxido metálico) | PP, PA, EVA | H13 endurecido | H13 | H13 ou carboneto | Cromo ou PVD | Tratar como composto de enchimento abrasivo |
| Inerente (PPS, PEEK) | PPS, PEEK | S136 ou 420SS | S136 | S136 | Opcional | Corrosivo à temperatura de fusão; risco de corrosão do aço base |
Comparação de desempenho de tratamento de superfície para aplicações FR
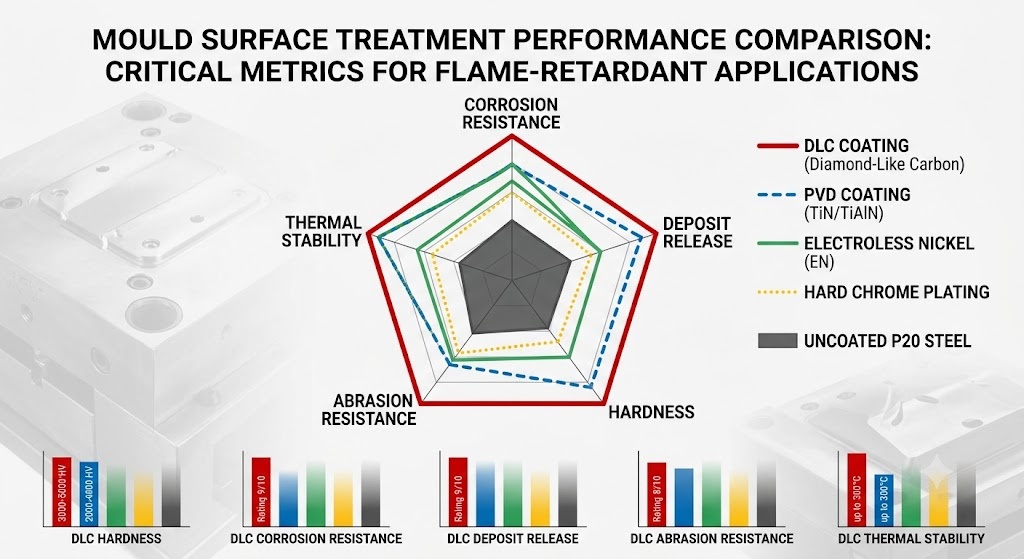
| Tratamento | Resistência à corrosão | Liberação de Depósito | Dureza (HV) | Temperatura máxima | Custo Premium |
|---|---|---|---|---|---|
| Cromagem dura | Bom | Moderado | 900–1100 | 400°C | 15–25% |
| Níquel eletrolítico (EN) | Excelente | Bom | 500–700 | 260ºC | 10–20% |
| PVD (TiN, TiAlN) | Bom | Bom–Excellent | 2000–3300 | 400–600°C | 20–35% |
| DLC (carbono semelhante a diamante) | Excelente | Excelente | 3.000–5.000 | 300°C | 30–50% |
| P20 não revestido | Pobre | Pobre | 300–350 | - | Linha de base |
O revestimento DLC oferece o melhor desempenho de liberação de depósitos para classes FR de sistema melamínico – particularmente valioso para a produção de alto volume de gabinetes de PC/ABS e PA, onde o tempo de inatividade para limpeza de cavidades é significativo.
6. Projeto de ventilação para classes FR
Os compostos retardadores de chama geram mais gases de escape do que os compostos não preenchidos – subprodutos de decomposição, umidade de hidróxidos metálicos e aditivos voláteis criam gases que devem ser evacuados da cavidade. Causas de ventilação insuficiente:
- Queima de efeito diesel em locais de último preenchimento — depósitos de carbonização que muitas vezes são diagnosticados erroneamente como rubor da porta ou degradação do material
- Fotos curtas da contrapressão do gás em seções espessas
- Bolhas na superfície de umidade retida ou componentes FR voláteis
Recomendações de profundidade de ventilação para classes FR
| Material / Sistema FR | Profundidade de ventilação (terra, mm) | Largura da ventilação (mm) | Profundidade de alívio da ventilação (mm) | Intervalo de limpeza |
|---|---|---|---|---|
| ABS / FR bromado | 0,012–0,018 | 5–8 | 0.5 | A cada 100.000 disparos |
| PC/ABS/RDP | 0,010–0,015 | 5–8 | 0.5 | A cada 80.000 disparos |
| PA66/AlPi | 0,010–0,015 | 4–6 | 0.3 | A cada 120.000 disparos |
| PA6 / melamina | 0,008–0,012 | 4–6 | 0.3 | A cada 30.000–50.000 fotos |
| Intumescente PP/ATH | 0,015–0,020 | 6–10 | 0.5 | A cada 80.000 disparos |
| PPS (FR inerente) | 0,005–0,008 | 3–5 | 0.2 | A cada 150.000 disparos |
Os compostos FR à base de melamina têm o comportamento de incrustação de ventilação mais agressivo. Um molde de produção executando PA6/MC que não seja limpo dentro do prazo terá as aberturas de ventilação bloqueadas em 50.000 disparos, causando queimaduras, disparos curtos e rejeição de peças.
Recomendação de projeto: Para classes FR com alta tendência de liberação de gases (melamina, sistemas intumescentes), projete respiradouros como inserções substituíveis sempre que possível. Isso permite a limpeza da ventilação off-line enquanto o molde continua funcionando com um conjunto sobressalente limpo.
7. Considerações sobre Qualidade e Conformidade
7.1 Verificação do Cartão Amarelo UL94
A classificação UL94 impressa na folha de dados do material é uma afirmação de marketing do fornecedor. A fonte oficial é o Banco de dados UL Product iQ (anteriormente Yellow Card) . Antes de especificar um material FR para uma aplicação regulamentada por UL94, verifique:
- A nota e o lote exatos correspondem a uma listagem atual do Cartão Amarelo
- A classificação se aplica à espessura da parede da sua peça – muitos materiais perdem uma classe de classificação em paredes mais finas
- A cor está listada – os sistemas de pigmentos afetam o desempenho do FR
- A data de validade do certificado é atual — a UL realiza novos testes periódicos e as classificações podem ser retiradas
7.2 Impacto da cor no desempenho de FR
Os sistemas de pigmentos interagem com os aditivos FR de maneiras que podem reduzir o desempenho em uma classe UL94 completa. O negro de fumo (usado em compostos negros) geralmente melhora o desempenho do FR – promove a formação de carvão. Os pigmentos brancos (TiO₂) são neutros a levemente negativos. Pigmentos orgânicos (particularmente pigmentos azo amarelos e vermelhos) podem interferir nos sistemas FR de fósforo.
Regra: Sempre qualifique o desempenho FR com base na cor de produção e não apenas nos dados de referência naturais ou pretos. Se um cliente precisar do V-0 em diversas cores, obtenha a verificação do Cartão Amarelo UL para cada cor separadamente.
7.3 Desempenho da linha de solda e da linha de malha FR
A região da linha de solda de uma peça FR moldada por injeção normalmente apresenta retardamento de chama reduzido em comparação com o volume. Na zona de solda, as fibras de vidro se alinham paralelamente à frente do fluxo e a distribuição do aditivo FR pode ser não uniforme. Os testes devem incluir amostras cortadas de regiões de linhas de solda para aplicações com requisitos críticos de segurança contra incêndio.
7.4 Remoagem e Reciclagem
Os aditivos FR — especialmente os sistemas halogenados — complicam a reciclabilidade no fim da vida útil. A moagem dentro do processo (sprues, canais, peças rejeitadas) de compostos FR bromados requer:
- Proporção máxima de moagem: 10–15% em peso – proporções mais altas degradam o desempenho do FR e aumentam a geração de gás
- O material reciclado não deve ser misturado em famílias químicas FR — o material reciclado bromado contaminando compostos livres de halogênio cria incerteza de conformidade
- Documente a taxa de moagem nos registros do processo para rastreabilidade
8. Solução de problemas: defeitos comuns de grau FR e causas raízes
| Defeito | Provável causa relacionada ao FR | Ação Corretiva |
|---|---|---|
| Listras prateadas / espalhadas | Umidade no composto FR; decomposição FR volátil | Aumente o tempo/temperatura de secagem; reduzir a temperatura de fusão; verificar armazenamento de material |
| Descoloração amarela/marrom no portão | Decomposição térmica FR no bico da câmara quente | Reduza a temperatura do bico; minimizar o tempo de residência; purgar com mais frequência |
| Depósitos brancos na superfície da cavidade | Sublimação de melamina (sistemas MC/MPP) ou migração RDP | Limpe a cavidade com solvente apropriado; aumentar a frequência de limpeza; considere o revestimento DLC |
| Queimando no local de último preenchimento | Ventilação insuficiente; saída de gás da decomposição FR | Adicione ou aprofunde aberturas de ventilação no local da queima; reduzir a velocidade de injeção |
| Flash (novo início) | RDP atuando como plastificante reduzindo a viscosidade | Reduza a temperatura de fusão; verificar material MFI vs. lote anterior; reduzir a velocidade de injeção |
| Brilho reduzido | Depósitos de mofo da migração FR | Cavidade limpa; aplique revestimento PVD ou DLC |
| Fotos curtas (previously stable tool) | Aberturas bloqueadas de depósitos FR | Limpe as aberturas imediatamente; implementar manutenção programada de ventilação |
| Delaminação/separação de camadas | Contaminação de material reciclado incompatível; umidade | Eliminar a contaminação do material moído; verificar a secagem; verificar certificação do lote |
| Falha no teste UL94 em peças de produção | Mudança de cor sem requalificação; proporção excessiva de reafiação; parede mais fina que a certificada | Requalificar a cor; reduzir o material reciclado; verificar a espessura da parede em seções finas |
9. Conclusão
As classes de moldagem por injeção retardantes de chama apresentam uma combinação única de sensibilidade de processo, agressão de ferramentas e complexidade de conformidade que os termoplásticos de engenharia padrão não apresentam. As consequências do mau gerenciamento dos materiais FR vão além da qualidade das peças – os compostos FR degradados podem corroer parafusos e cilindros, bloquear aberturas de ventilação, depositar-se em cavidades e, no pior dos casos, gerar gás tóxico no ambiente de processamento.
O caminho para a produção confiável de grau FR é sistemático: selecione o produto químico FR correto para a temperatura de aplicação e os requisitos regulatórios, especifique o aço do molde e os tratamentos de superfície apropriados para esse produto químico, implemente controles mais rígidos de secagem e processo e estabeleça cronogramas de manutenção preventiva que levem em conta as características aceleradas de incrustação e desgaste dos compostos FR. A engenharia desses fatores no estágio de projeto custa uma fração do que custa corrigi-los na produção.
Artigos relacionados:
- Moldagem por injeção de carcaça de bateria EV: PA66 GF50 vs. PPS GF40 – Compensações de engenharia
- Os 8 principais materiais de moldagem por injeção para 2026
- Guia de seleção para aço para moldes de injeção de alta precisão
- Moldagem intermitente em moldagem por injeção: causas, prevenção e eliminação
- Alcançando o acabamento superficial ideal em moldagem por injeção de plástico
Molde IMTEC | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, China | [email protected] | 86 153 5648 7586

