
O poliuretano termoplástico (TPU) preenche a lacuna entre as borrachas flexíveis e os plásticos rígidos. Conhecido por sua excepcional elasticidade, resistência ao desgaste e alta resistência à tração, o TPU é altamente favorecido na fabricação industrial global. No entanto, o processamento deste elastômero de poliuretano exclusivo exige uma compreensão profunda de suas nuances técnicas ocultas.
Este guia paranece insights de nível de engenharia sobre propriedades de TPU, parâmetros de processamento, segredos de projeto de molde e estratégias de solução de problemas para otimizar sua linha de produção e garantir a fabricação de componentes B2B de alto rendimento.
1. Propriedades-chave e o dilema da seleção
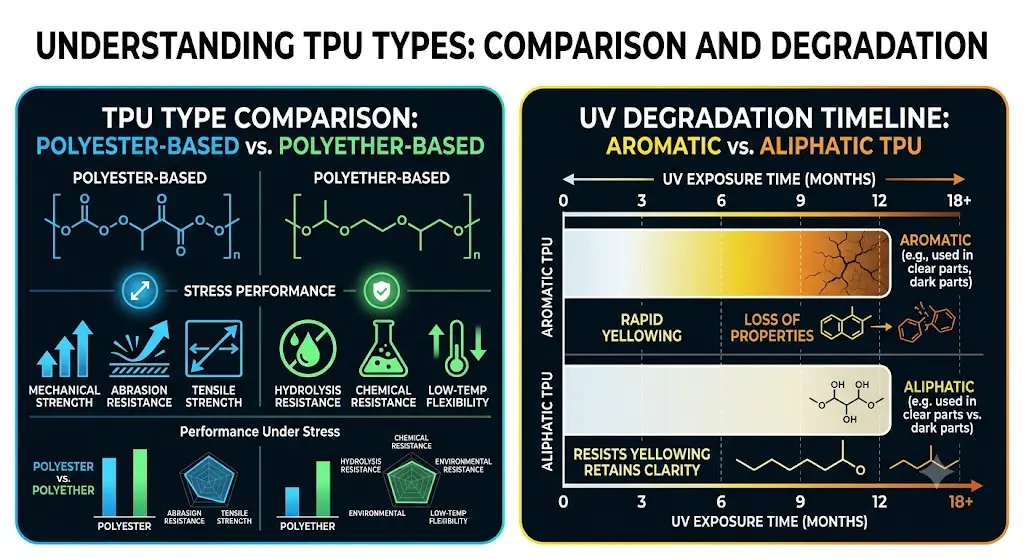
Escolher o grau de TPU correto requer olhar além das tabelas básicas de dureza Shore. As equipes de compras industriais e de design de produtos devem primeiro equilibrar a divergência química central: TPU à base de poliéster versus TPU à base de poliéter .
TPU à base de poliéster:
- Resistência Mecânica: Resistência superior à tração e ao rasgo.
- Resistência à abrasão: Excelente (Ideal para peças de alto desgaste como rodízios de móveis industriais).
- Resistência à hidrólise: Fraco (Suscetível à degradação por umidade).
- Flexibilidade em baixas temperaturas: Bom.
- Resistência Microbiana: Baixo.
TPU à base de poliéter:
- Resistência Mecânica: Moderado.
- Resistência à abrasão: Bom.
- Resistência à hidrólise: Excelente (Ideal para ambientes molhados ou submersos).
- Flexibilidade em baixas temperaturas: Superior (mantém a elasticidade em temperaturas ultrabaixas).
- Resistência Microbiana: Alto.
Dica profissional: o custo oculto do amarelecimento
Os TPUs aromáticos padrão apresentam estruturas moleculares que se degradam sob a radiação UV, fazendo com que as partes transparentes fiquem com uma cor amarela desagradável. Para bens de consumo de alta qualidade, revestimentos de servo cabos especializados ou interiores automotivos visíveis, os engenheiros devem adquirir classes de TPU alifático . A química alifática resiste inerentemente à luz UV, preserveo a clareza óptica e a estabilidade da cor durante a vida útil prolongada do produto.
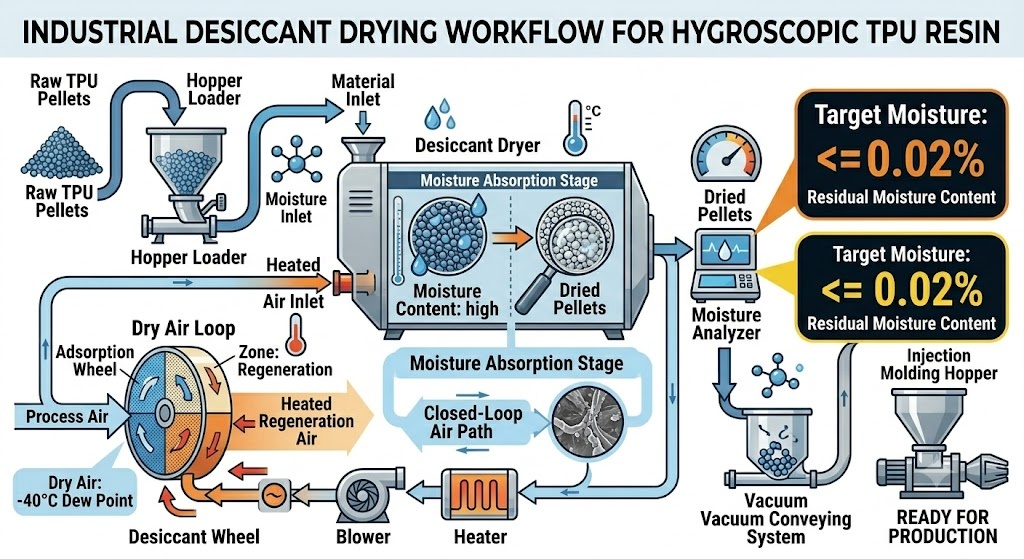
2. Preparação do Material: Além da Secagem Básica
Se houver um único ponto de falha na moldagem por injeção de TPU, é a umidade. TPU é altamente higroscópico; absorve ativamente o vapor de água do ar ambiente. O processamento de resina úmida leva a degradação hidrolítica irreversível —uma reação química em que a água quebra as cadeias do polímero de poliuretano em altas temperaturas, destruindo completamente as propriedades mecânicas do material.
- A métrica do ponto de orvalho: Os reservatórios de ar quente padrão são insuficientes. Você deve usar um secador dessecante capaz de manter um ponto de orvalho de -40ºC ou inferior.
- Parâmetros de secagem: Seque a resina virgem em 80°C a 90°C for 3 a 4 horas . O teor de umidade alvo antes de entrar no cilindro de injeção deve ser estritamente 0,02% ou menos .
Dica profissional: a regra de reafiação de 20%
Embora a redução de custos industriais exija a reutilização de sprues e canais, o histórico térmico do TPU deve ser rigorosamente gerenciado.
A Lei Áurea: Nunca misture mais do que 15% a 20% de material reciclado (sucata reciclada) com resina virgem.
Exceder este limite causa uma queda acentuada na resistência ao rasgo original da peça e acelera o amarelecimento estético. Além disso, a sucata reciclada absorve umidade até duas vezes mais rápido que os pellets virgens; isso deve passam por uma secagem dessecante rigorosa e independente antes de serem misturados na tremonha.
3. Parâmetros de Processamento: Derrotando o Calor de Cisalhamento
Definir o perfil térmico para TPU requer uma abordagem não linear. Como as moléculas de TPU são altamente sensíveis ao atrito, o material apresenta alta sensibilidade ao cisalhamento . Quando a máquina de moldagem por injeção força o elastômero fundido através de restrições rígidas, ela gera um enorme atrito interno - conhecido como aquecimento por cisalhamento .
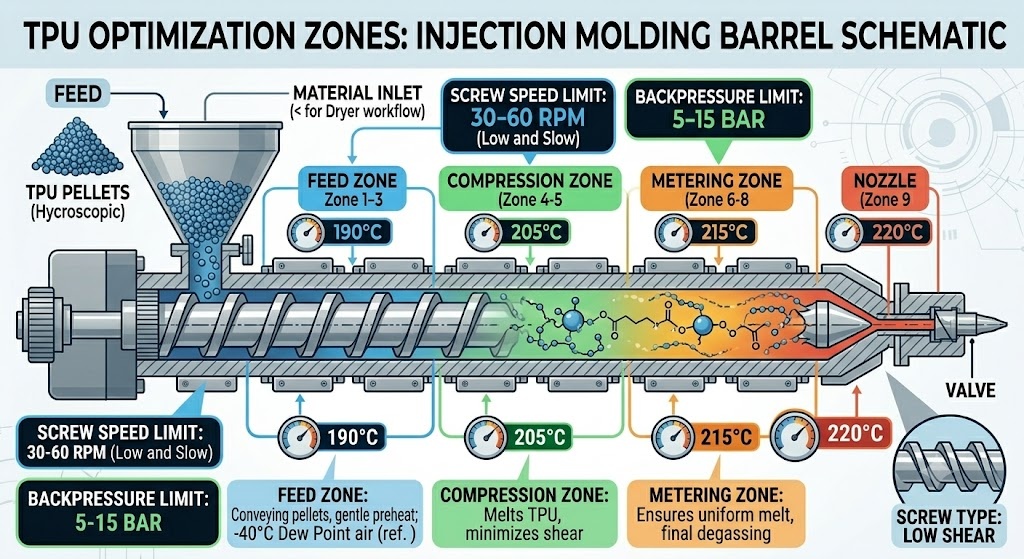
Para evitar que esse calor friccional superaqueça e queime o material, implemente o “Baixo e lento” estratégia de ajuste de máquina:
- Temperatura de fusão: Mantenha um perfil preciso do cano entre 190°C e 220°C . Exceder 230°C provocará decomposição térmica.
- Temperatura do Molde: Mantenha as paredes do molde em 20°C a 40°C . Os moldes mais frios aceleram a cristalização dos blocos de poliuretano, permitindo que a peça se estruture e seja ejetada de forma limpa, sem empenamento.
- Parafuso e contrapressão: Defina velocidades lineares de parafuso baixas ( 30 a 60 rpm ) e contrapressão mínima ( 5 a 15 barras ). A alta contrapressão força tensões de cisalhamento desnecessárias no elastômero, quebrando as cadeias de polímero antes mesmo que o plástico saia do bico.
4. Segredos do projeto de moldes para elastômeros pegajosos
Os princípios de projeto de molde padrão destinados a plásticos rígidos como ABS ou polipropileno falharão quando aplicados a TPU flexível. Os elastômeros macios exigem tolerâncias geométricas e mecânicas especializadas nas ferramentas de aço.
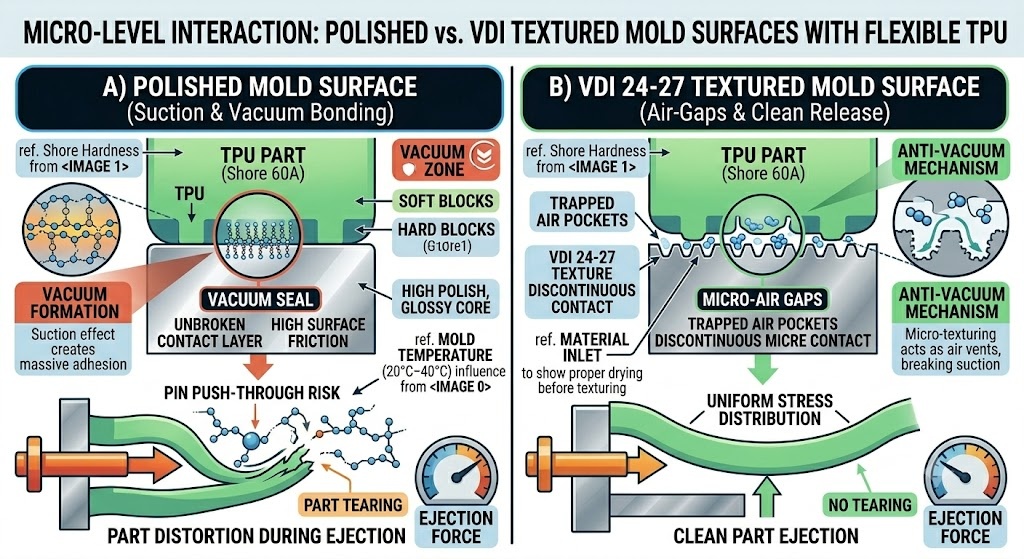
O pesadelo da colagem a vácuo
Os graus de TPU macio (Shore 60A a 85A) possuem alto atrito superficial. Durante a sequência de abertura do molde, o elastômero liso atua como uma ventosa, formando um vácuo contra as superfícies do núcleo altamente polidas e brilhantes. A peça irá emperrar, deformar ou rasgar durante a ejeção mecânica.
- A solução: Evite acabamentos espelhados de alto polimento. Em vez disso, especifique um textura de molde anti-vácuo como um jato de luz ou estrutura EDM química ( VDI 24 a 27 ). Esta microtextura retém pequenas bolsas de ar entre o aço e o elastômero, quebrando a vedação a vácuo e servindo como um agente desmoldante mecânico integrado.
Especificações de microventilação
Devido às rápidas velocidades de injeção, o gás aprisionado pode queimar facilmente materiais flexíveis. No entanto, como o TPU flui facilmente sob pressão, as aberturas de ventilação superdimensionadas criarão rufos.
- A regra: As saídas de gás usinadas devem apresentar um limite estrito de microprofundidade de 0,015 mm a 0,02 mm . Isto é estreito o suficiente para conter o elastômero fundido enquanto permite a exaustão do ar comprimido com segurança.
5. Matriz de solução de problemas (soluções de campo avançadas)
Quando surgem defeitos no chão de fábrica, identificar a verdadeira causa raiz requer distinguir entre indicadores térmicos e ambientais. Use este guia de campo para solução de problemas rápida e direcionada:
-
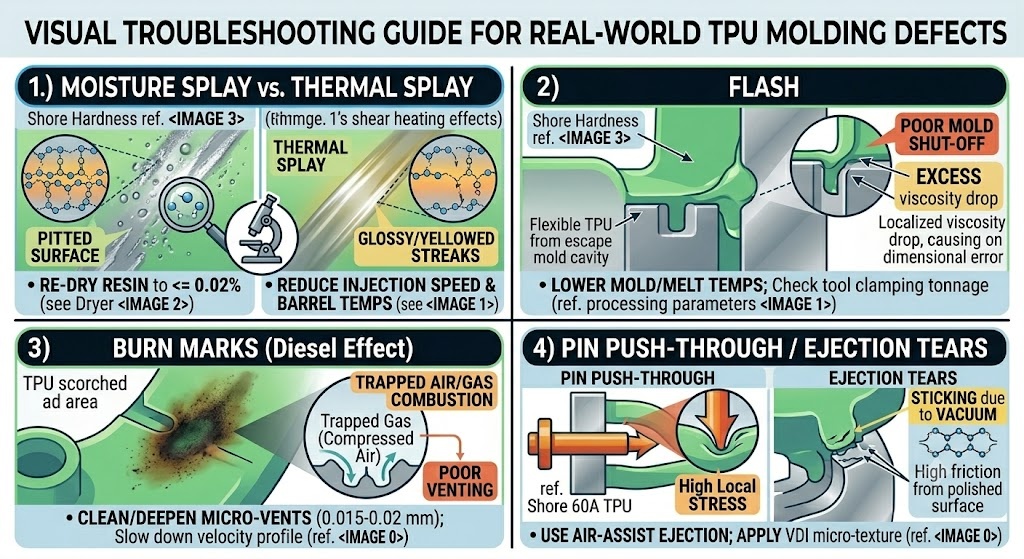
Marcas espalhadas (riscas prateadas)
-
Causa raiz provável: Destruição hidrolítica ou térmica.
-
Solução de campo avançada: O teste do microscópio: Inspecione as listras ampliadas. Se as listras estiverem ásperas e esburacadas, é sinal de umidade (aumenta o tempo de secagem). Se as listras forem lisas e brilhantes, é uma expansão térmica causada por calor de cisalhamento excessivo (reduz a velocidade de injeção ou a temperatura do bico).
-
Flash (excesso de material nas costuras)
-
Causa raiz provável: Injeção excessiva ou quedas localizadas de viscosidade.
-
Solução de campo avançada: Abaixe a temperatura de fusão para aumentar a viscosidade ou reduza o perfil de pressão de retenção. Verifique se a força de fixação da ferramenta corresponde à tonelagem necessária.
-
Marcas de queimadura (efeito diesel)
-
Causa raiz provável: Compressão de gás preso em bolsas não ventiladas.
-
Solução de campo avançada: Limpe e aprofunde as micro-respirações (0,02 mm no máximo). Diminua o perfil de velocidade de injeção logo antes do fundido entrar na zona de preenchimento final.
-
Partes pegajosas/rasgos de ejeção
-
Causa raiz provável: Colagem a vácuo ou embalagem prematura.
-
Solução de campo avançada: Mude para um sistema de ejeção assistida por ar (válvula de jato de ar) junto com pinos mecânicos. Aplique uma microtextura VDI ao núcleo.
6. Tendências Futuras: Fornecimento para a Cadeia de Fornecimento Verde
À medida que as marcas globais transitam para economias circulares, os requisitos ESG internacionais estão a mudar os padrões de referência de compras B2B. O ecossistema de produção industrial está se movendo rapidamente em direção TPU de base biológica and Elastômeros PCR (reciclados pós-consumo) .
Os TPUs modernos de base biológica substituem os polióis tradicionais derivados do petróleo por alternativas de origem vegetal (como amido de milho ou óleo de rícino), reduzindo a pegada de carbono em até 40%.
A realidade da janela de processamento
Engenheiros e agentes de compras devem observar que os TPUs de base biológica e reciclados possuem significativamente janelas de processamento mais estreitas do que materiais movidos a combustíveis fósseis. Os biopolímeros apresentam maior sensibilidade térmica e menor tolerância ao cisalhamento. Adaptar seu chão de fábrica a esses materiais verdes requer a atualização para máquinas de moldagem precisas com controle de circuito fechado, priorizando configurações avançadas de secagem por dessecante e empregando texturização de ferramentas otimizada para permanecer competitivo na cadeia de suprimentos verde.

