
Resposta principal: Viabilidade técnica e avaliação econômica de retrabalho de 2 a 4 cavidades
Converter um molde de injeção de 2 cavidades para 4 cavidades é tecnicamente de alto risco e geralmente envolve uma reformulação completa do layout da base do molde, balanceamento do canal e integração de resfriamento. A resposta direta: A menos que o molde tenha sido originalmente projetado como um “Molde Ponte” com espaçamento pré-alocado ou utilize um sistema de inserção intercambiável, o custo da modificação e o risco de falha na produção muitas vezes excedem o investimento na construção de uma nova ferramenta de 4 cavidades.
Barreiras Técnicas Críticas na Duplicação de Cavidades
Duplicar o número de cáries não é apenas uma questão de espaço físico; requer uma reavaliação fundamental Dinâmica de Fluidos para Moldagem por Injeção .
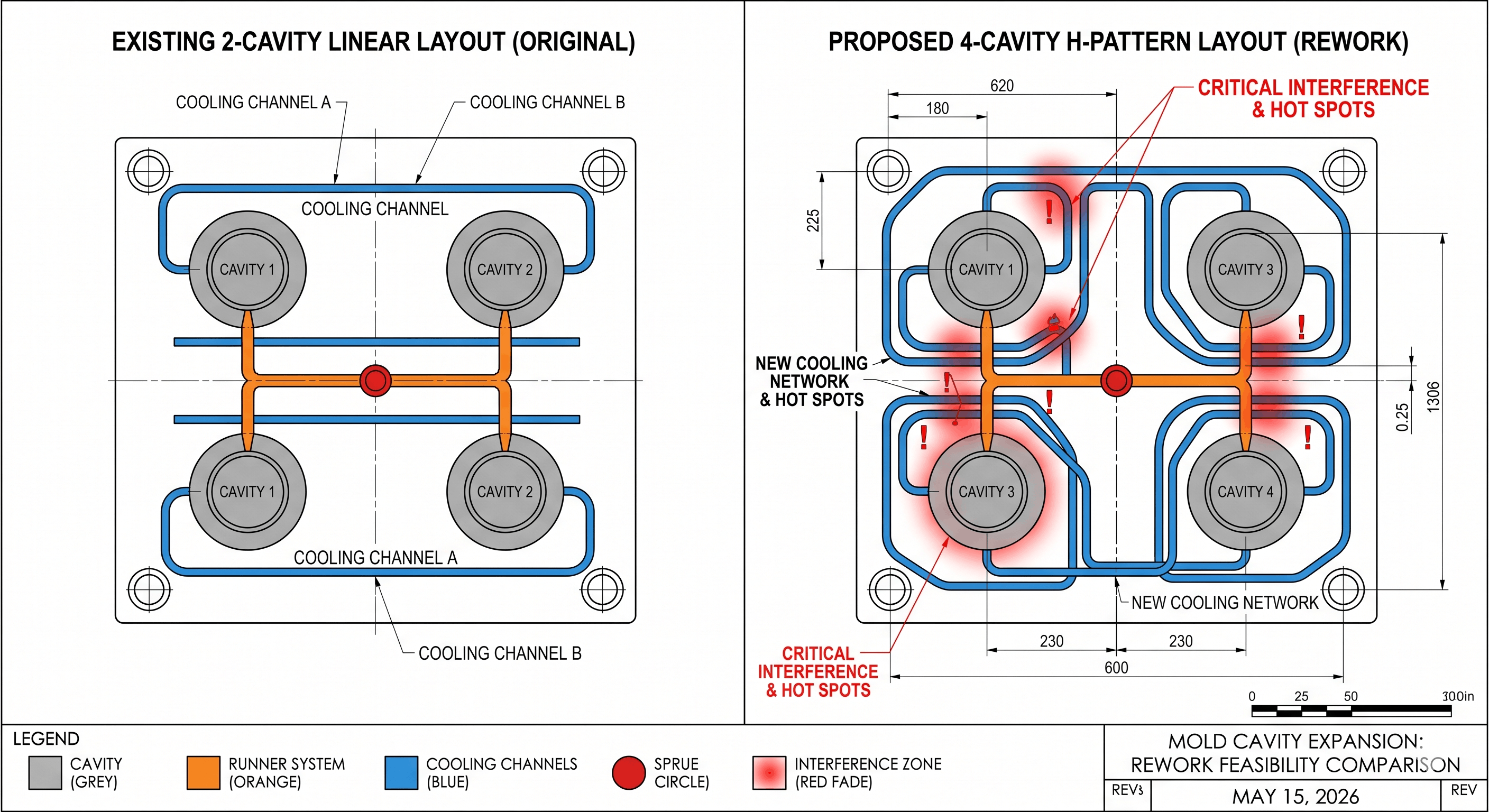
- Balanceamento do corredor: Um molde de 2 cavidades normalmente usa um corredor em linha reta. A expansão para 4 cavidades requer uma transição para um Padrão H ou simetria circular para garantir pressão, temperatura e tempo de enchimento idênticos em todas as cavidades. Se o ponto de alimentação central for fixo, é quase impossível alcançar esse equilíbrio pós-construção sem comprometer a qualidade da peça.
- Carga térmica e lógica de resfriamento: Adicionar cavidades duplica a energia térmica que entra no molde. Existente Canais de resfriamento (Linhas de água) raramente são posicionadas para lidar com o calor extra. A falha no redirecionamento dessas linhas cria “pontos quentes”, levando a encolhimento irregular, empenamento e tempos de ciclo significativamente mais longos.
- Integridade Estrutural: A usinagem de novas cavidades em uma base de molde existente enfraquece os pilares e as placas de suporte. Sob alta pressão de injeção, as placas do molde podem sofrer Micro-deflexão , causando flashes ou danos irreparáveis à linha de partição.
Matriz de Decisão Técnica: Retrabalho vs. Nova Construção
A comparação a seguir descreve as vantagens e desvantagens entre modernizar uma ferramenta antiga e investir em um novo molde de alto desempenho.
| Métrica de avaliação | Retrabalho de ferramenta existente (retrofit) | Nova construção de 4 cavidades (novo investimento) |
|---|---|---|
| Custo inicial | Inferior (economiza 30%-50% em aço) | Maior (despesas de capital totais) |
| Eficiência de Produção | Instável; muitas vezes resulta em ciclos mais longos | Alto; otimizado via resfriamento conformal |
| Consistência de peças | Pobre; alto risco de variação de cavidade para cavidade | Superior; validado via simulação CAE |
| Longevidade da ferramenta | Reduzido; áreas de soldagem propensas a rachaduras | Longo; integridade estrutural total |
| Frequência de manutenção | Alto; estresse em vedações e corrediças | Baixo; utiliza componentes padronizados |
Avaliação Digital: Como Quantificar a “Retrabalhabilidade”
Antes de aprovar uma modificação, os engenheiros devem validar o projeto usando três KPIs quantitativos:
- Validação da força de fixação: A área total projetada (A) de 4 peças multiplicada pela pressão da cavidade § não deve exceder 80% da força de fixação nominal da máquina (F).
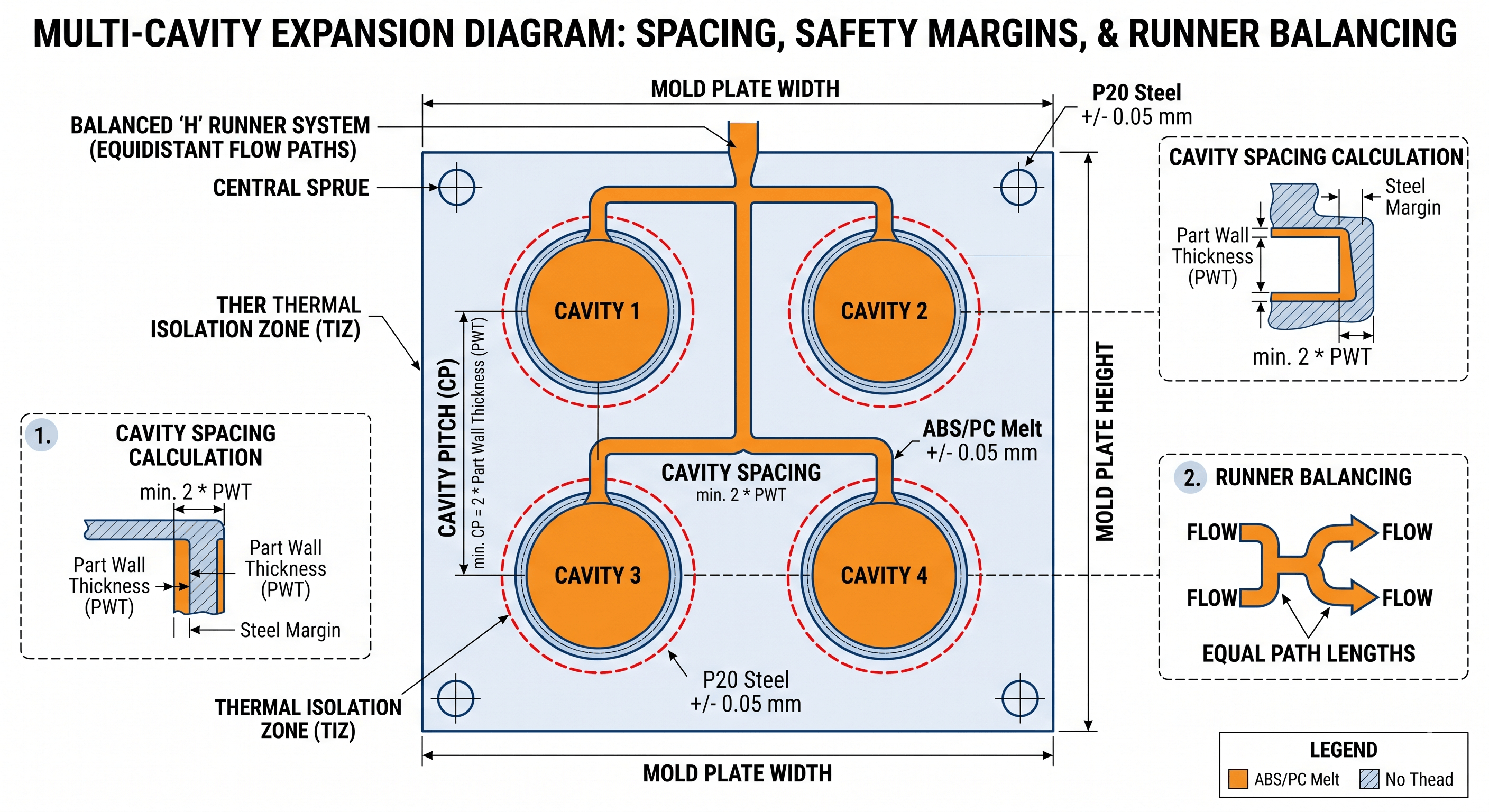
Fórmula: F > (A1 A2 A3 A4) * P / 0,8 - Passo da cavidade e segurança do aço: Deve haver uma espessura mínima de parede de aço de pelo menos 2x a espessura máxima da parede da peça entre cavidades para garantir a estabilidade térmica.
- Taxa de capacidade de tiro: O peso total de 4 peças deve idealmente ficar entre 20% e 80% da capacidade máxima de injeção da máquina injetora para evitar a degradação do polímero.
Trechos contextuais
- O que é balanceamento de corredor? É prática de engenharia projetar caminhos de fluxo de comprimento igual para garantir que o plástico fundido alcance todas as cavidades simultaneamente, evitando flutuações no peso e nas dimensões da peça.
- O que é força de fixação? A pressão aplicada pela injetora para manter o molde fechado contra a pressão interna gerada pelo plástico injetado.
- Por que o Retrabalho causa “Flash”? O flash ocorre quando o plástico vaza entre as metades do molde, geralmente causado por força de fixação inadequada ou deflexão da placa após a adição de mais cavidades do que a base do molde foi projetada para suportar.
Autor: Molde IMTEC
Qualificações: Este guia técnico foi de autoria de IMTEC Mold. Com mais 18 anos de experiência na fabricação de moldes de alta precisão
Especialização: Especializado em DFM (Design for Manufacturing), Otimização de múltiplas cavidades e protocolos de moldagem por injeção de nível médico.

