
Flash é um dos defeitos mais comuns na moldagem por injeção – e um dos mais mal diagnosticados. Aletas finas de excesso de material que aparecem nas linhas de partição, pinos ejetores ou interfaces de inserção são frequentemente atribuídas apenas aos parâmetros do processo, quando a causa raiz geralmente é o ferramental. Este guia fornece uma estrutura de diagnóstico sistemático que abrange todas as sete categorias de causa raiz, padrões de prevenção quantificados e uma matriz de prioridade de ação corretiva para eliminar o flash de forma eficiente.
1. O que é molde piscando?
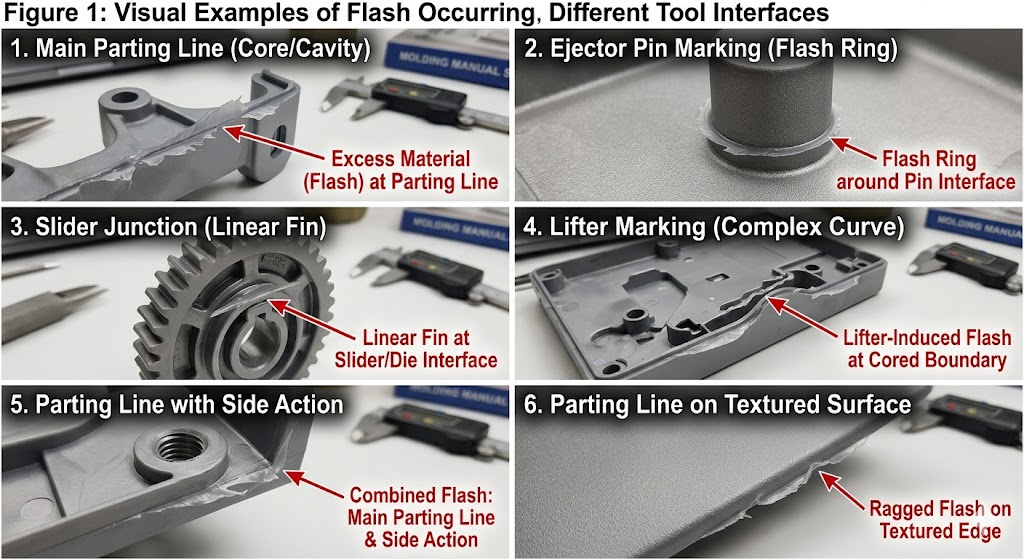
Rebarba (também: rebarba, rebarba) é o excesso de material que escapa da cavidade do molde através de qualquer fenda na ferramenta antes do congelamento. Ele aparece como uma barbatana fina, teia ou borda enevoada anexada à peça em:
- Linhas de separação - o local mais comum
- Interfaces de pino ejetor - anéis circulares de flash ao redor das faces dos pinos
- Interfaces deslizantes e elevadores — aletas lineares ao longo das faces de contato de ação lateral
- Inserir limites — em perímetros de pastilhas metálicas em moldagem por pastilhas
- Locais de ventilação - se as aberturas de ventilação forem superdimensionadas ou erodidas
- Superfícies de fechamento — em recursos tubulares e furos passantes
Flash não é apenas cosmético. Ele adiciona operações de corte secundárias, arrisca interferência na montagem, cria arestas vivas (risco de ferimentos e falha de vedação) e em aplicações médicas ou de contato com alimentos desencadeia não conformidade regulatória. Mais importante ainda, sinaliza uma lacuna no sistema de molde que, se não for tratada, aumenta progressivamente a cada injeção.
2. As sete categorias de causa raiz
O flash sempre tem a mesma causa imediata – material sob pressão encontrando uma lacuna. Mas a origem dessa lacuna enquadra-se em sete categorias distintas, cada uma exigindo uma acção correctiva diferente.
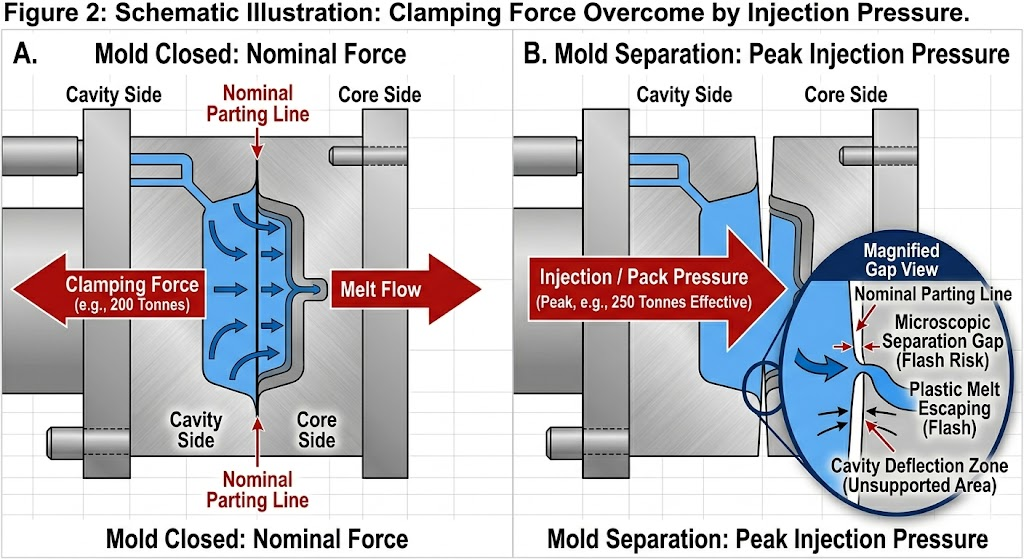
2.1 Força de fixação insuficiente
A causa mais frequentemente esquecida. Se a pressão de injeção exceder a força de fixação efetiva da prensa na área projetada da peça e do sistema de canal, as placas do molde se separam momentaneamente durante o enchimento e empacotamento, criando uma lacuna dinâmica na linha de partição.
Verificação de diagnóstico:
Força de fixação necessária (toneladas) = Área projetada (cm²) × Pressão da cavidade (MPa) ÷ 100Para uma peça com área projetada de 180 cm² (incluindo canais) preenchida com pressão média de cavidade de 80 MPa:
Braçadeira necessária = 180 × 80 ÷ 100 = 144 toneladas no mínimoAdicione uma margem de segurança de 20–25% → 175–180 toneladas no mínimo.
A execução desta peça em uma prensa de 150 toneladas produzirá flashes na linha de partição, independentemente de qualquer outro ajuste de parâmetro.
Erro comum: Cálculo da área projetada apenas da peça, excluindo o sistema de canais. Sprue, canais e comportas contribuem com área projetada significativa e pressão de cavidade.
| Materiais | Faixa típica de pressão da cavidade | Regra prática da força de fixação |
|---|---|---|
| PP, PE (parede fina) | 40–80MPa | 0,4–0,8 t/cm² |
| ABS, PS | 50–90MPa | 0,5–0,9 t/cm² |
| PA6, PA66 | 60–100 MPa | 0,6–1,0 t/cm² |
| PC, PC/ABS | 80–130 MPa | 0,8–1,3 t/cm² |
| PPS, LCP | 90–150 MPa | 0,9–1,5 t/cm² |
| POM | 70–110MPa | 0,7–1,1 t/cm² |
2.2 Desgaste ou Danos na Superfície de Separação
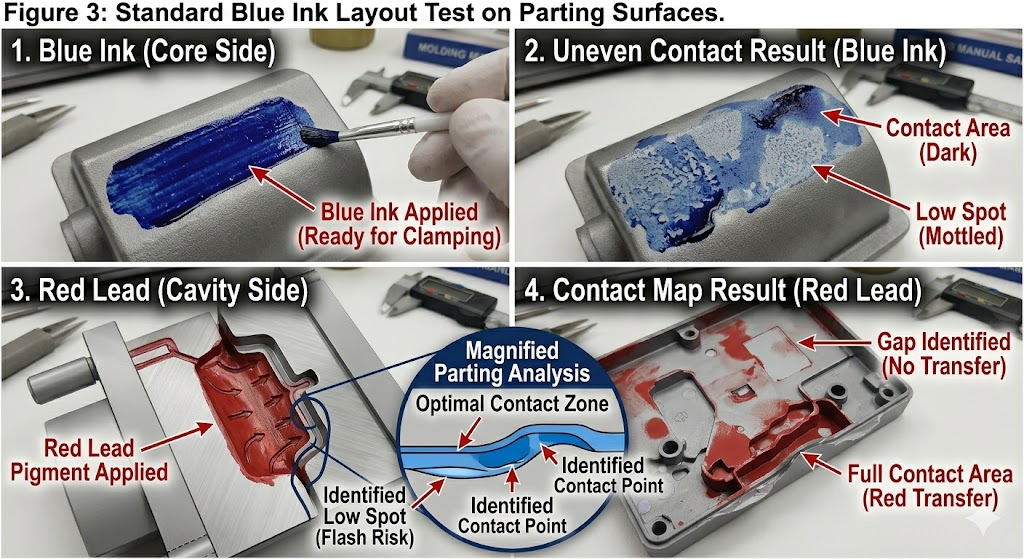
A superfície de separação (PS) é a vedação primária entre a cavidade e a atmosfera. Qualquer desvio do nivelamento perfeito – seja por desgaste, dano por impacto, erosão por faísca EDM ou dureza superficial inadequada – permite que o material escape.
Tolerâncias críticas:
| Tamanho do molde | Desvio máximo permitido de planicidade PS | Dureza de aço recomendada |
|---|---|---|
| Pequeno (<250 × 250 mm) | 0,005mm | 48–52 HRC |
| Médio (250–500 mm) | 0,008 milímetros | 48–52 HRC |
| Grande (>500 mm) | 0,010–0,012 mm | 44–48 HRC |
Protocolo de inspeção: Teste de transferência de tinta azul ou varredura com calibrador de folga em toda a superfície de partição. Qualquer folga >0,010 mm em um material básico ou >0,005 mm em um material de baixa viscosidade (LCP, PPS) é um risco de flash.
Métodos de reparo por gravidade:
| Tipo de dano | Método de reparo | Prazo de entrega |
|---|---|---|
| Pequeno desgaste (<0,05 mm de área inferior) | Repolimento de soldagem a laser | 1–3 dias |
| Desgaste moderado (0,05–0,2 mm) | Soldagem por spray ou reusinagem de solda TIG | 3–5 dias |
| Danos por impacto/amassados | Soldagem a laser EDM re-faísca | 2–4 dias |
| Desgaste generalizado (>0,2 mm) | Re-desnatação PS completa no moedor de superfície | 3–7 dias |
| Flash repetido no mesmo local | Repolimento de solda de superfície dura (Stellite) | 5–10 dias |
2.3 Velocidade ou Pressão de Injeção Excessiva
Mesmo um molde geometricamente perfeito irá falhar se os parâmetros do processo empurrarem a pressão da cavidade além da capacidade de força de fixação ou se a velocidade de injeção for alta o suficiente para criar um efeito de cunha hidráulica na linha de partição antes que a tonelagem de fixação se desenvolva completamente.
Condições do processo indutor de flash:
- A velocidade de injeção é tão alta que a cavidade preenche <0,3 segundos — o pico de pressão de pico excede a capacidade do grampo momentaneamente
- Pressão da embalagem definida acima de 80% da pressão de injeção em um material de baixa viscosidade
- Tempo de retenção estendido além do congelamento da comporta — a pressão contínua após o congelamento da comporta transfere a força para as placas do molde, e não para o empacotamento da peça
- Temperatura de fusão muito alta — reduz a viscosidade, o material flui de forma mais agressiva em qualquer lacuna
Sequência de ajuste do processo (antes da intervenção do ferramental):
- Reduza a velocidade de injeção em incrementos de 10% – verifique se o flash reduz
- Reduza a pressão da embalagem para 60–70% da pressão de enchimento
- Verifique se o tempo de espera não excede o tempo de congelamento do portão (use o estudo de congelamento do portão)
- Reduza a temperatura de fusão em 5–10°C
- Se o flash persistir após todos os quatro ajustes — a causa raiz é a ferramenta, não o processo
2.4 Viscosidade do material muito baixa
Os materiais de baixa viscosidade fluem para as lacunas que os materiais de viscosidade padrão preenchem. É por isso que as classes PPS, LCP e PA de baixo peso molecular exigem tolerâncias de superfície de partição mais rigorosas do que ABS ou PP.
Melt Flow Index (MFI) como indicador de risco de flash:
| Faixa MFI (g/10 min) | Categoria de risco instantâneo | Intervalo PS máximo permitido |
|---|---|---|
| <5 | Baixo | 0,020 mm |
| 5–20 | Moderado | 0,015 mm |
| 20–50 | Alto | 0,010 mm |
| > 50 (por exemplo, LCP, PP de parede fina) | Muito alto | 0,005–0,008 mm |
Variação do lote de material: O MFI pode variar ±15–25% entre lotes do mesmo grau. Um molde operando no limite de flash com um lote pode flashar com o próximo. Sempre verifique o MFI recebido em relação aos dados de qualificação do molde.
2.5 Temperatura do molde muito alta
A temperatura elevada do molde reduz a viscosidade da camada fundida em contato com a superfície de partição, estendendo a janela de tempo durante a qual o material é fluido o suficiente para penetrar nas lacunas. Isto é particularmente significativo para:
- Materiais cristalinos com pontos de fusão agudos (POM, PPS, PA)
- Os materiais funcionam perto do limite superior da faixa de temperatura de molde recomendada
- Moldes de câmara quente onde o calor do coletor pode elevar a temperatura da placa do molde localmente
Regra prática: Cada aumento de 10°C na temperatura do molde acima do mínimo recomendado aumenta a sensibilidade ao flash em aproximadamente um grau de viscosidade — equivalente a um aumento de 20% no MFI.
2.6 Deficiências no Projeto do Molde
Características geométricas no projeto do molde que criam risco inerente de flash:
Vãos de superfícies de partição não suportados: Grandes superfícies de separação planas sem pilares de suporte desviam sob pressão da cavidade. Uma placa de molde não suportada de 400 × 400 mm em aço P20 desvia 0,03–0,08 mm a 80 MPa - o suficiente para produzir rebarbas no perímetro.
Regra de design do pilar de suporte: Vão máximo não suportado entre pilares de suporte = 150 mm para moldes de serviço médio. Adicione pilares em centros de 120–130 mm para materiais de alta pressão (PC, PPS).
Largura de terreno insuficiente na linha de partição: A “terra” – a estreita faixa plana imediatamente adjacente à cavidade na superfície de partição – deve ser larga o suficiente para resistir à deformação induzida pela pressão. Largura mínima recomendada do terreno:
| Materiais | Largura Mínima do Terreno |
|---|---|
| PP, PE, ABS | 3–5mm |
| PA, POM, PC | 5–8 mm |
| PPS, LCP | 8–12 mm |
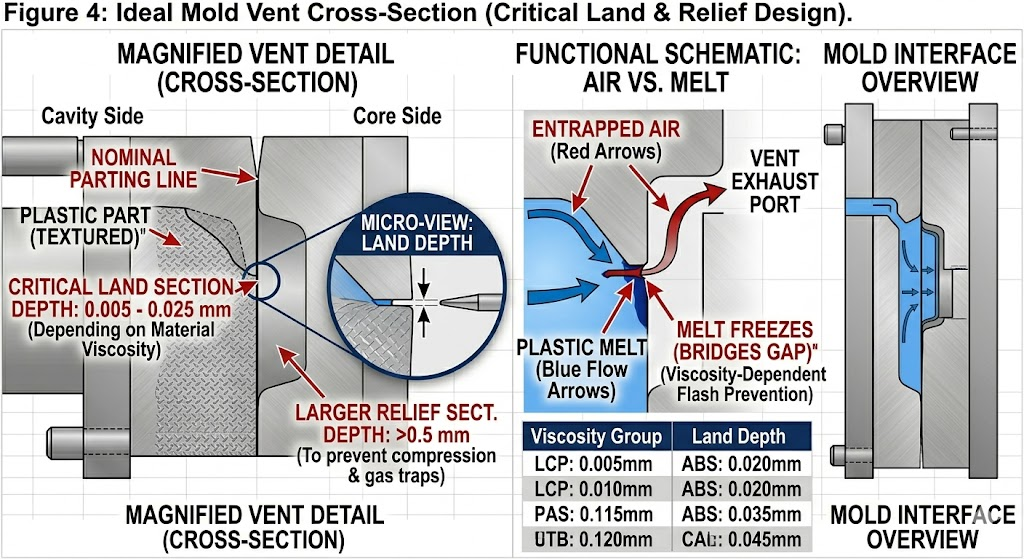
Profundidade de ventilação muito profunda: As aberturas de ventilação são lacunas intencionais – se forem superdimensionadas, tornam-se geradores de flash. Diretrizes padrão de profundidade de ventilação:
| Materiais | Profundidade de ventilação (seção de terra) | Profundidade de ventilação (seção de alívio) |
|---|---|---|
| PP, PE | 0,015–0,025 mm | 0,5–0,8mm |
| ABS, PS | 0,010–0,020 mm | 0,5–0,8mm |
| PA, POM | 0,010–0,015mm | 0,3–0,5mm |
| PC, PC/ABS | 0,008–0,015mm | 0,3–0,5mm |
| PPS, LCP | 0,005–0,010 mm | 0,2–0,3 mm |
2.7 Componentes móveis desgastados ou desalinhados
Ações laterais, elevadores, puxadores centrais e pinos ejetores criam interfaces dinâmicas que movem cada ciclo. Essas interfaces se desgastam progressivamente e são a fonte mais comum de flash na produção de alto volume que antes não usava flash.
Flash do pino ejetor: A folga entre o diâmetro do pino e o diâmetro do furo deve ser mantida dentro de limites rígidos. Folga padrão por material:
| Materiais | Folga do pino ejetor (por lado) |
|---|---|
| PP, PE, ABS | 0,010–0,020 mm |
| PA, POM | 0,008–0,015mm |
| PC, PC/ABS | 0,005–0,012 mm |
| PPS, LCP | 0,003–0,008 mm |
As folgas acima desses limites produzem flashes visíveis nos pinos. Abaixo deles, os alfinetes prendem e quebram. Este é um problema de gerenciamento de desgaste – as folgas dos pinos devem ser verificadas a cada 100.000–200.000 disparos em ferramentas de alto volume.
Flash da interface do slide e do elevador: O desgaste nas placas de desgaste (chapas) que orientam as ações laterais permite que a face do deslizamento se desloque 0,01–0,05 mm de sua face de assentamento - o suficiente para rebarbas. As placas de desgaste da chaveta devem ser componentes substituíveis em qualquer molde de produção, com intervalos de inspeção definidos no plano de manutenção do molde.
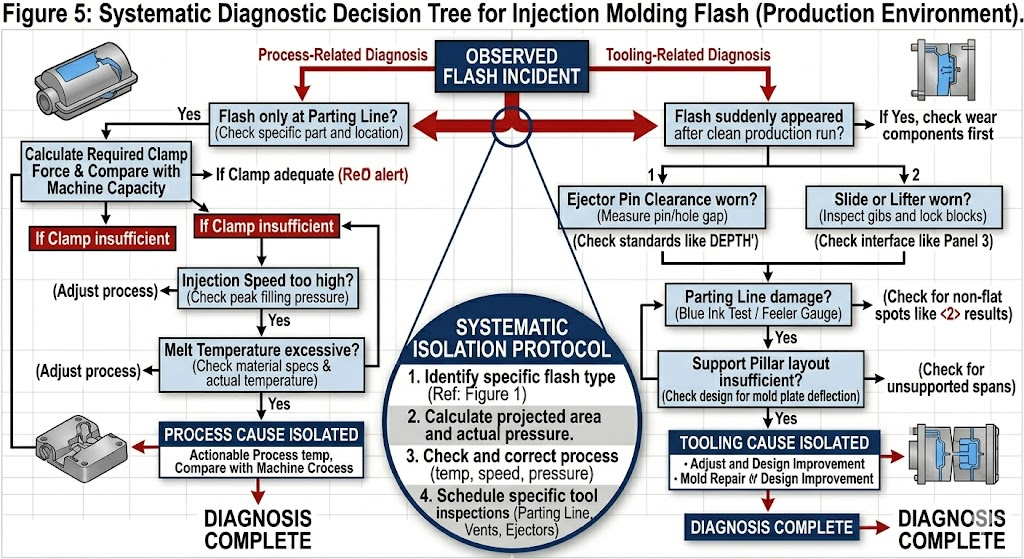
3. Árvore de decisão de diagnóstico Flash
Use esta sequência para identificar a causa raiz sem desmontagem desnecessária do molde:
FLASH OBSERVADO│├── Flash somente na linha de partição?│ ├── SIM → Verifique primeiro o cálculo da força de fixação│ │ → Em seguida, inspecione o nivelamento do PS (teste de tinta azul)│ │ → Em seguida, reduza a velocidade de injeção / pressão da embalagem│ └── NÃO → Continue abaixo│├── Flash apenas nos pinos ejetores?│ └── SIM → Meça a folga entre o pino e o furo│ → Verifique o comprimento do pino (pinos longos = maior pressão de contato)│ → Verifique se o retorno da placa ejetora está totalmente assentado antes do grampo fechar│├── Flash na interface deslizante/elevador?│ └── SIM → Inspecione as placas de desgaste da chaveta (calibre de folga)│ → Verifique a força de assentamento da corrediça / ângulo de travamento│ → Verifique o contato do bloco do calcanhar│├── Flash nas aberturas de ventilação?│ └── SIM → Meça a profundidade da ventilação (alvo: recortar conforme especificação)│ → Verifique se há erosão de ventilação (material abrasivo com enchimento de vidro)│├── Flash apareceu de repente após X fotos de produção limpa?│ └── SIM → Causa relacionada ao desgaste (guia, superfície de partição, pinos ejetores)│ → Agendar inspeção de moldes/manutenção preventiva│└── Flash presente desde a primeira foto do novo molde? └── SIM → Problema de qualidade de projeto ou construção → Verifique o cálculo da força de fixação → Verifique a qualidade da retificação da superfície de partição → Verifique o layout do pilar de suporte → Verifique as profundidades de ventilação em relação às especificações
4. Padrões de Prevenção por Fase de Construção de Molde
A prevenção de flash mais econômica acontece antes do molde executar seu primeiro disparo.
4.1 Fase de Projeto
- Execute a simulação de pressão da cavidade do Moldflow - verifique se o pico de pressão da cavidade × a área projetada não excede 80% da capacidade planejada do grampo de pressão
- Projete pilares de suporte com centros ≤150 mm para todas as pressões de cavidade >60 MPa
- Especifique a largura mínima do terreno por categoria de material (Seção 2.6)
- Projete a profundidade da ventilação de acordo com a especificação do material — não confie nas tolerâncias de usinagem padrão
- Especifique a folga do pino ejetor no desenho do molde — ela deve aparecer no bloco de tolerância e não deve ser deixada ao critério do maquinista
4.2 Fase de Construção do Molde
- Verifique o nivelamento da superfície de partição na retificadora de superfície antes da montagem final — documente a medição
- Teste de tinta azul após montagem completa – é necessário 100% de contato com a superfície de separação antes do primeiro teste
- Meça e registre todas as folgas dos pinos ejetores — mínimo de 5 pinos de amostra por molde, conjunto completo para moldes críticos
- Verifique o assentamento da lâmina sob a carga de fixação da prensa antes da primeira injeção - use argila ou filme Fuji Prescale
4.3 Fase de teste do primeiro artigo
- Comece com 50% da velocidade de injeção e 60% da pressão da embalagem – aumente gradativamente
- Registrar o limite superior da janela do processo (início do flash) — este é um parâmetro crítico de qualificação do molde
- Largura da janela do processo de documento: a diferença entre o início do disparo curto e o início do flash deve ser ≥15% da pressão de injeção para um molde robusto
4.4 Fase de Produção
- Definir intervalos de manutenção preventiva para: inspeção da superfície da peça (a cada 200.000 disparos), medição da placa de desgaste da chaveta (a cada 150.000 disparos), verificação da folga do pino ejetor (a cada 100.000 disparos para ferramentas de alto volume)
- Rastreie incidentes de flash por local no sistema SPC – flash progressivo em um local sinaliza desgaste antes de se tornar uma fuga de qualidade
- Manter registros de inspeção de entrada de material da IMF – correlacionar incidentes flash com dados da IMF
5. Matriz de Prioridade de Ações Corretivas
Quando flashes forem observados na produção, use esta matriz para priorizar ações corretivas por custo e eficácia:
| Ação | Custo | Hora de implementar | Eficácia | Prioridade |
|---|---|---|---|---|
| Reduza a velocidade de injeção/pressão da embalagem | zero | Imediato | Alto (if process-caused) | 1º |
| Verifique a adequação da força de fixação – mude para uma prensa maior | Baixo | Mesmo turno | Definitivo para flash causado por pinça | 2º |
| Teste de tinta azul — identifica lacuna de contato PS | Baixo | 2–4 horas | Diagnóstico, não corretivo | 3º |
| Reparo de solda a laser de pontos baixos de PS | Médio | 1–3 dias | Permanente para flash causado por desgaste | 4º |
| Substitua as placas de desgaste da chaveta desgastadas | Baixo–Medium | 4–8 horas | Permanente para flash de slide | 5º |
| Substitua os pinos ejetores (folga superdimensionada) | Baixo | 4–8 horas | Permanente para pin flash | 6º |
| Retificar superfície de partição | Médio | 3–7 dias | Permanente para desgaste PS generalizado | 7º |
| Adicionar pilares de suporte (deficiência de design) | Alto | 2–4 semanas | Permanente para flash causado por deflexão | 8º |
| Aumentar a dureza do aço (reinserir em aço mais duro) | Alto | 3–6 semanas | Prevenção de desgaste a longo prazo | 9º |
6. Casos Especiais: Materiais com Alto Risco de Flash
PPS e LCP
Ambos os materiais têm viscosidades de fusão 3–5× mais baixas que o ABS em temperaturas de processamento. Eles encontrarão e explorarão qualquer lacuna que os materiais padrão preencham. Os moldes que executam PPS ou LCP devem ser construídos com tolerâncias mais rígidas desde o início – a adaptação de um molde com tolerância padrão para executar PPS raramente é econômica.
Requisitos obrigatórios:
- Aço com cavidade S136 ou 420SS (corrosão e dureza)
- Planicidade da superfície de partição ≤0,005 mm
- Folga do pino ejetor ≤0,006 mm por lado
- Profundidade de ventilação ≤0,008 mm seção de terreno
- Pilares de suporte com centros máximos de 120 mm
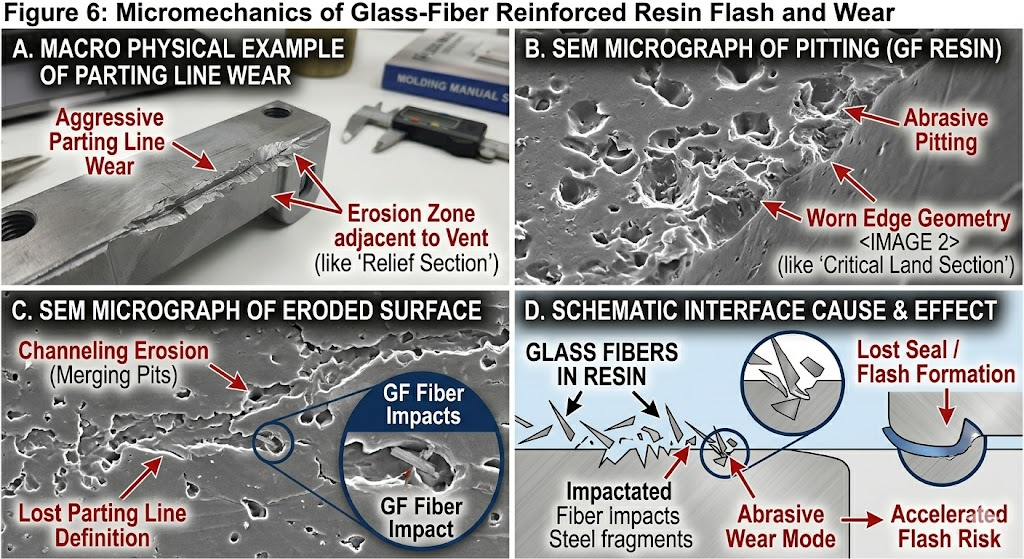
Classes preenchidas com vidro (GF30 e superiores)
As fibras de vidro são abrasivas. Superfícies de partição, aberturas de ventilação e furos de pinos ejetores se desgastam mais rapidamente na produção com preenchimento de GF do que nas classes sem preenchimento. Os intervalos de manutenção devem ser reduzidos em 30–40% em relação aos cronogramas de materiais não preenchidos. Inserções de aço temperado (≥50 HRC) em locais de alto desgaste (áreas de guilhotina, linha divisória adjacente à guilhotina) são fortemente recomendadas.
Peças de parede fina (parede <1,0 mm)
Peças de parede fina requerem altas velocidades e pressões de injeção – levando a pressão da cavidade ao limite superior da capacidade do grampo de pressão. A janela do processo entre o disparo curto e o flash é muito estreita (às vezes <5% da pressão de injeção). Esses moldes requerem:
- Superfície de partição de precisão (planicidade ≤0,005 mm)
- Pressão maior do que o cálculo da braçadeira sugere (adicionar margem de 30%)
- Sensores de pressão de cavidade em tempo real — controle de pressão em circuito fechado para evitar flash
7. Custo do Flash: Por que a eliminação compensa
Flash raramente é avaliado com precisão em sistemas de qualidade. O verdadeiro custo inclui:
| Custo Element | Faixa típica por peça | Notas |
|---|---|---|
| Corte de mão de obra | US$ 0,05–US$ 0,40 | Depende da localização e acessibilidade do flash |
| Desgaste das ferramentas devido ao flash (dano acelerado do PS) | US$ 0,01–US$ 0,05 amortizados | Flash desgasta o PS, criando um ciclo de piora |
| Aumento da taxa de refugo (flash causa rejeição de peças) | 1–5% do valor da produção | Altoer for tight-tolerance parts |
| Paradas na linha de montagem (flash causa problemas de ajuste) | Variável | Pode desencadear estornos do cliente |
| Devoluções de clientes/falhas em campo | Alto | Especialmente para vedação de superfícies |
| Tempo de inatividade para reparo de molde | US$ 500–US$ 5.000 por incidente | Além de oportunidade de produção perdida |
Para uma peça de volume médio de 500.000 peças/ano com um custo de corte de US$ 0,20/peça e 2% de sucata relacionada a rebarbas, o custo anual de rebarbas não resolvidas excede US$ 150.000 — muito mais do que o custo de um reparo adequado da superfície da peça ou de um programa de manutenção de moldes.
8. Conclusão
Flash é um sintoma, não uma causa raiz. Resolvê-lo permanentemente requer a identificação de qual das sete categorias de causa raiz – força de fixação, condição da superfície da peça, parâmetros do processo, viscosidade do material, temperatura do molde, deficiência de projeto ou desgaste do componente – é o verdadeiro fator. Os ajustes de processo por si só suprimem o flash temporariamente; ferramentas e correções de projeto eliminam-no permanentemente.
A estratégia mais econômica é a prevenção: projetar superfícies de partição, estruturas de suporte e geometrias de ventilação de acordo com a especificação correta para o material específico que está sendo executado e implementar um programa estruturado de manutenção preventiva que detecte o desgaste antes que ele se torne um escape de qualidade.
Artigos relacionados:
- Compreendendo o que é um tiro curto na moldagem por injeção: causas, soluções e prevenção
- Controle de encolhimento e empenamento em moldagem por injeção: guia de engenharia para OEMs
- Retrabalho do molde de injeção: você pode converter uma ferramenta de 2 cavidades em 4 cavidades?
- O guia definitivo para reparo de moldes de injeção: técnicas de soldagem a laser e tratamento de superfície
- Guia de seleção para aço para moldes de injeção de alta precisão
Molde IMTEC | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, China | [email protected] | 86 153 5648 7586

